Hello! I am new here, and new to CNC machining in general. I have encountered 2 separate but related problems
This first issue started when I upgraded to PathPilot 2.0. I set my x, y, and z zeros as I normally did before, but when i load and run a program after the software upgrade, the Z axis changes drastically and will always cause a crash, so I end up having to reset the Z multiple times before the machine will actually machine properly. My current workaround is to just load the program, hit start, then immediately stop and reset, then set my zero again, then it runs fine. But if I set my zero before running the program and stopping it, zero is always wrong and there will be a crash if I dont stop it.
My next issue regards using Fusion360. I plotted out some holes using Fusion360 and tested the program in the virtual PathPilot, but when I ran the program on my machine, again the Z axis seems to shift well bellow the part, causing a crash. I’ve gone over the code multiple times and the simulations always show it working fine. X and Y are all in the right place but Z is never where I set it to be.
Hey @MachineRobG , welcome to the forums.
Since your new to cnc machining I’m not sure what you do it don’t know so pardon me if I state the obvious.
My first two guesses are that either your tool height is bonked or you current work coordinate offset is getting changed.
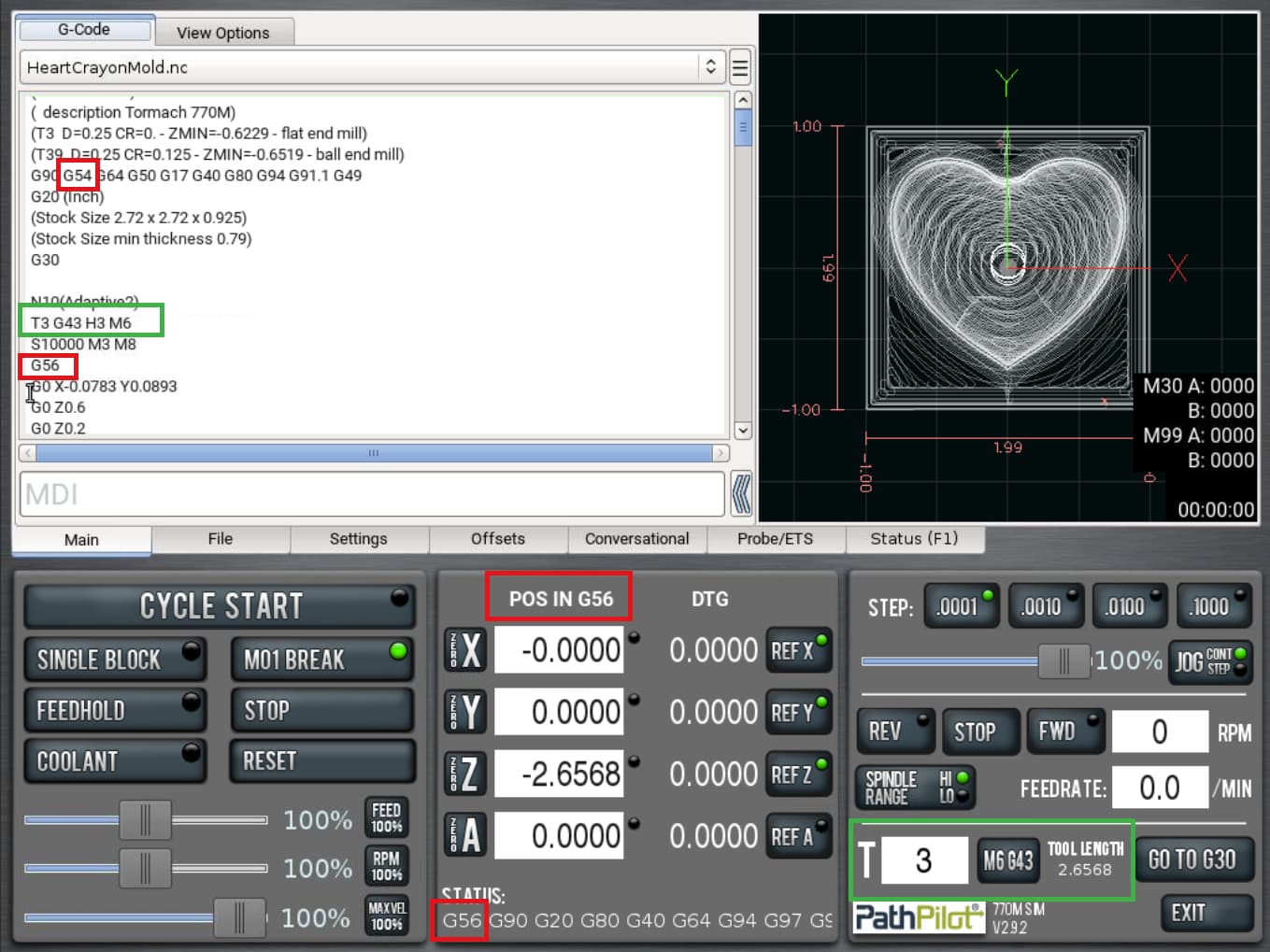
Your tool height could either be wrong in the offsets table or the wrong tool height offset is getting applied somewhere. Notice the green box in the gCode calls out “T3 G43 H3 M6” which applies Tool 3 with Height 3 applied to it. If, somehow you call “T3 G43 H5 M6” then you will apply Tool 3 with the Height of tool 5". You can verify this by making sure the height applied to your tool shown in the bottom right of PP matches the measured height of the tool as well as what is in the tool offsets table. You will want to check these on your cutting tool as well as whatever you are probing your piece with.
If your current work offset is changed when you probe your piece then you could be zeroing the wrong work offset when you probe your part. Verify that the work offset called from your program is the same as the active work offset that PathPilot is looking at (see the red squares). However, notice that the sample program in the screenshot below is using G56 while there is still a G54 listed in the beginning of the program? That is part of the safety block that Fusion is adding to the beginning of the program.
The code given to me by Fusion was indeed calling for the wrong H for the T being used. Thank you for that information to look for! I would not have known to check that. So that solves part 2.
Regarding Part 1 and PP changing the Z height when I set zero, do you mean that I should make sure that the T in the bottom matches the T i am using to set my zero? Say I have a 1/4" EM in there from a previous setup, and I use that to set my Z, but the new set up starts by telling me to change to my 1/2" EM, is it still going to be set to the height of the 1/4" EM? That would explain why Zero works after i run the program. It knows it has the correct tool inside. I will make sure whatever tool I use to set Z matches the tool indicated in the bottom right of PP. That might have been my issue.
I just checked, and yes, that has what my problem has been with PP programming. I guess I was just lucky before and the last tool I used happened to be the same tool I needed for the next set up, and I just didnt get too involved with PP until after the upgrade to catch this. I was setting my zero with tool X while PP still thought I had tool Y in, and it would use those offsets. These are things I just would not have thought to check with how new I am at this, so thank you so much for your help!
Fabulous! Thanks for the update. As a new user I’m curious for your thoughts on the video list I posted since I laid it out for people in your shoes. Drop some comments in that thread if you see anything noteworthy.
Good luck out there