First let me say, I did try serching the forum for an answer with no luck… and I am a total noob, I haven’t even run my first part yet because I can’t get the Z to set correctly… getting a bit frustrated…
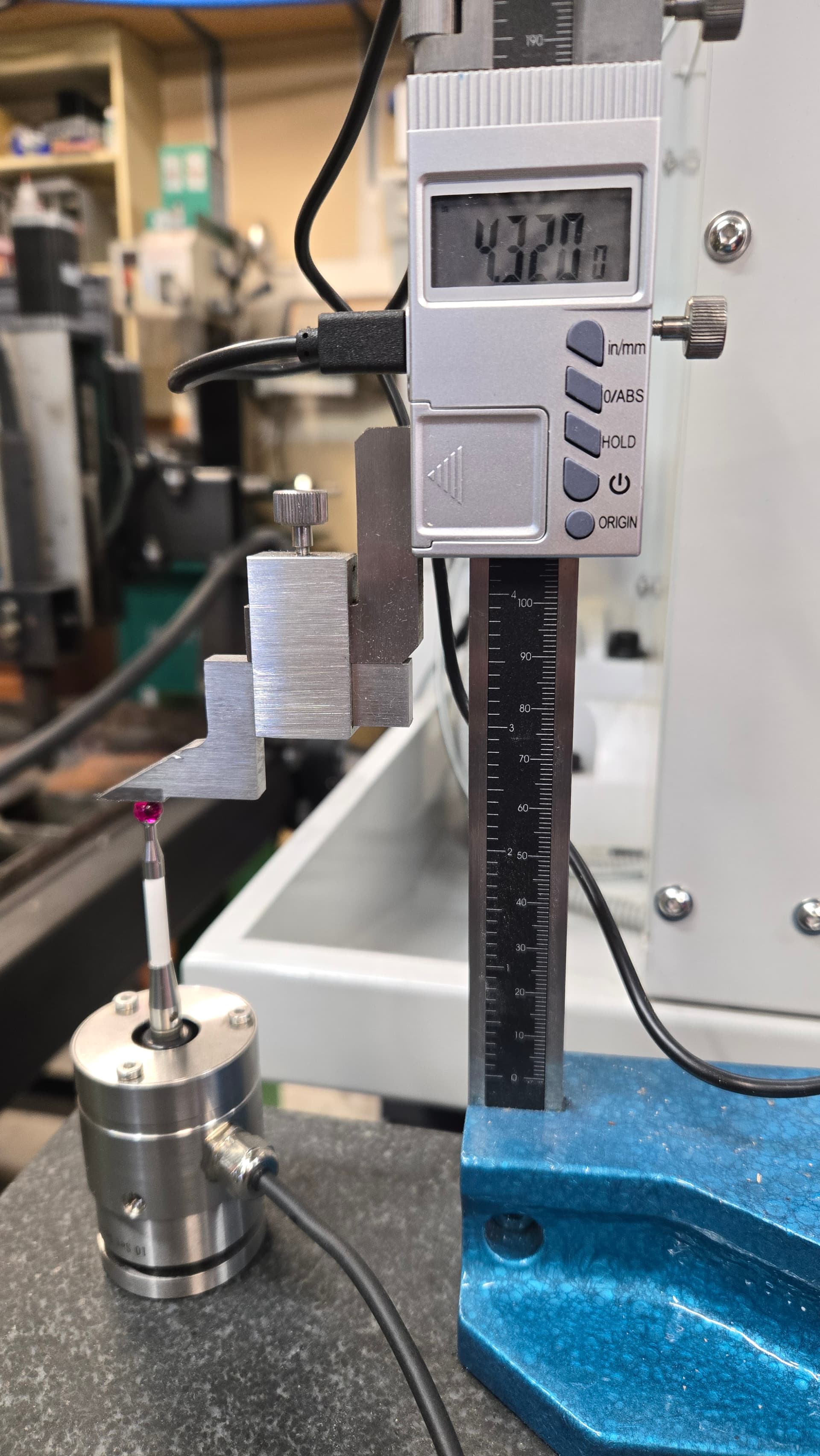
I have followed the directions to set up the probe… X & Y are good, yet I cannot get the Z to set correctly. Manually measuring the lenght of the probe I get 4.3215 yet when I use the “set-up” it comes up with a lenght of 3.45
All I can think of is the OE settings for the probe stylus are the Stainless Steel stylus (35mm) and not the Ceramic Ruby stylus I purchased (50mm), yet I cannot find anywhere in Path Pilot to chage the stylus length?
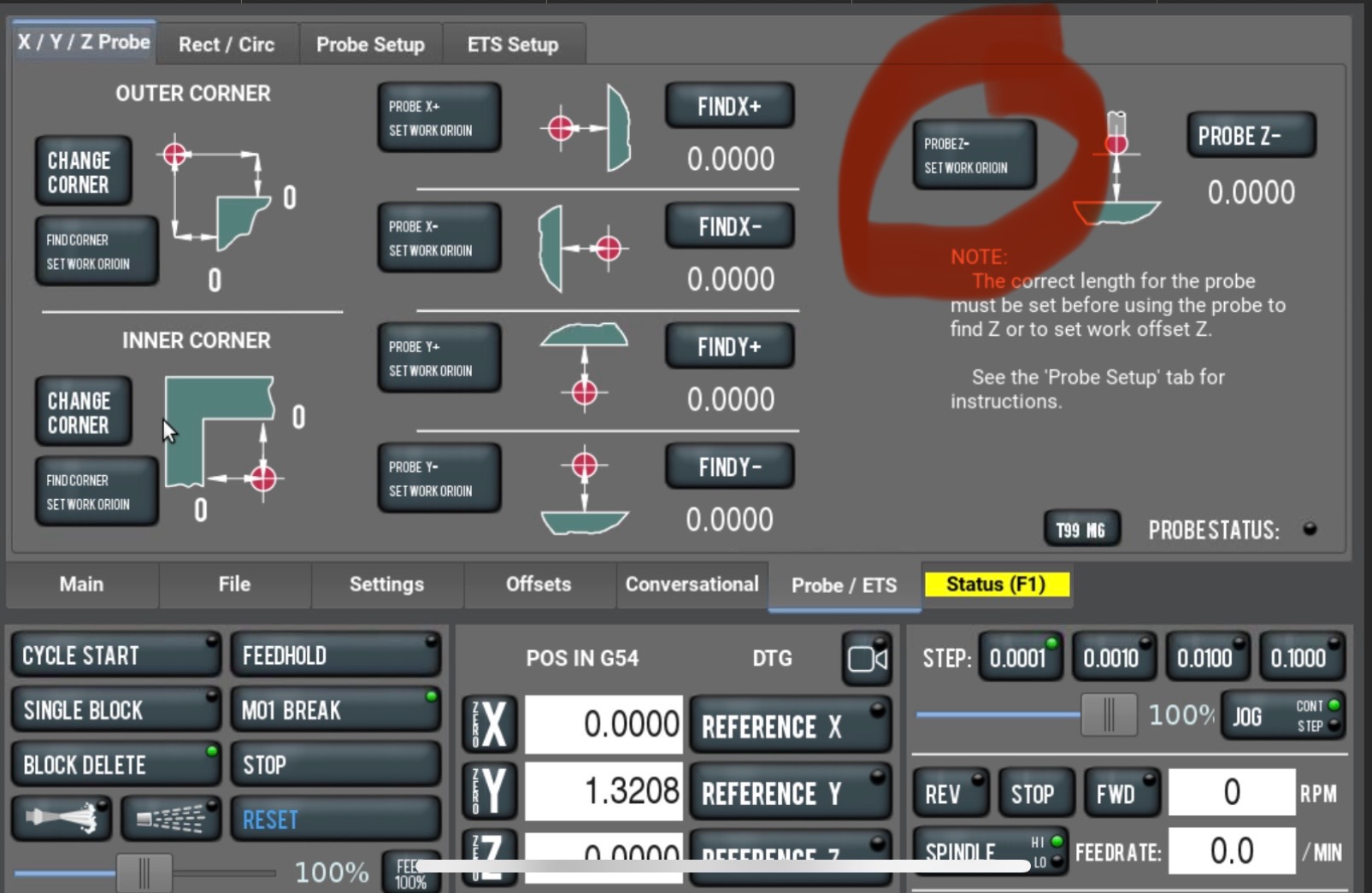
Also, the “Set-up” says to “Make sure” in the settings tab the probe is set to “Active” or “Passive”… there’s no such setting I can find in the settings tab to make this change… sooo?
Exactly… but when I set to the same 1,2,3 block it gives me a tool lenght of 3.4548 and when I measure it with my height gage it’s 4.3215. When I use the probe on a program it does not bring the tool down to the work piece…
So far I have only probed the back left corner, then set the Z height using both of those buttons, when I try to run the program the face mill starts about an inch over the work piece. The difference I measure from the “set-up” process to my manual mesurement is 0.8667 difference. The stylus length difference is 15mm or 0.590 so I’m not sure exactly what to do here
I ordered an ETS but it has not arrived yet… for tool height I’m using the surface plate and a digital height guage for now. Using the height guage I get a tool lenght of 4.3215 just touching the end of the ruby… The machine when I do a Z setting using the “Set-up” is giving me 3.4548
I have re-measured the tool legnths and they are all where they should be… this is just a frustraing issue… especially since I’m scared to crash the machine or F-up any of my new tooling
Must be something I’m not seeing. What spindle type is that? (It’s not bt30 like my machine.
Are you removing this from the spindle when referencing? The spindle nose?
It’s the TTS set-up for the 440 mini mill. That collar is part of the probe as it came in the box, not part of the spindle or any of the other TTS tool holders.