I was running a back side op on my part, and i ran the front side last night, no issues whatsoever, but tonight, the back side of the part ran perfect, but i wanted my engraver a little bit deeper, so i change my tool height quick as most would do, mind you i did the same thing last night on first side, and then go down to my T3, go into the blank space above like i always do, set start line, hit cycle start and it helicals down into my part at 100 inch a minute. crash, reset everything, take tool out, try again to see what it does, and its blipping to halfway through the code on my T4, which is a 1/8 em, while the em is doing the helical interpolation for a pocket. How, i have no clue. Help would be greatly appreciated cause now im quite nervous to run it anymore, if this decides to happen on new programs.
Just read some things on the new update, and bugs, note, this machine is a 2018 and has sat for all these years not being used, i never bothered to update it, i use fusion 360 to program and design everything, but could there be a probability that its just out of date? Even though this has never happend before.
I feel like maybe you missed a decimal place?
Not sure why the program would jump to a random place in the program. Maybe a bad mouse click or something. I’d reboot and check to make sure the program hasn’t been edited.
Also there is that button (M6 G43) inserts a different tool offset into the program. It’s in the bottom right corner. I don’t understand it but it injects code to change the offset to another tool. So even if you measure the tool in the mill it won’t change the offset or something horrible. I am sure it has a purpose other than confusion.
i didnt edit anything by hand on this code since i used all the same tools as the first side, so i dont think i could have put a decimal anywhere wrong, i did reboot everything after it happened, and after i rebooted it, sometimes it would start in the middle of the code and sometimes it would go straight to the T4, as if i was setting the start line to run that tool again. when i get off work, ill re import the same code from the usb and see if it does anything diffrent.
I wonder if you ran it on the pathpilot hub simulator what would happen…
is there a way to upload the nc code onto here?
the code came straight from post processor in fusion, onto a usb drive and into the machine, i did not change anything manually.
ive never used pathpilot before, how would i do this Scott?
There’s a button in the file menu
You have to make an account. If you have never run the simulator it could be a pain as you will need to setup all the tools and work offsets first. Probably easier to post the file here if it’s not secret. Also the simulator runs PP v2.12.3
i dont know how to post file, does this work?
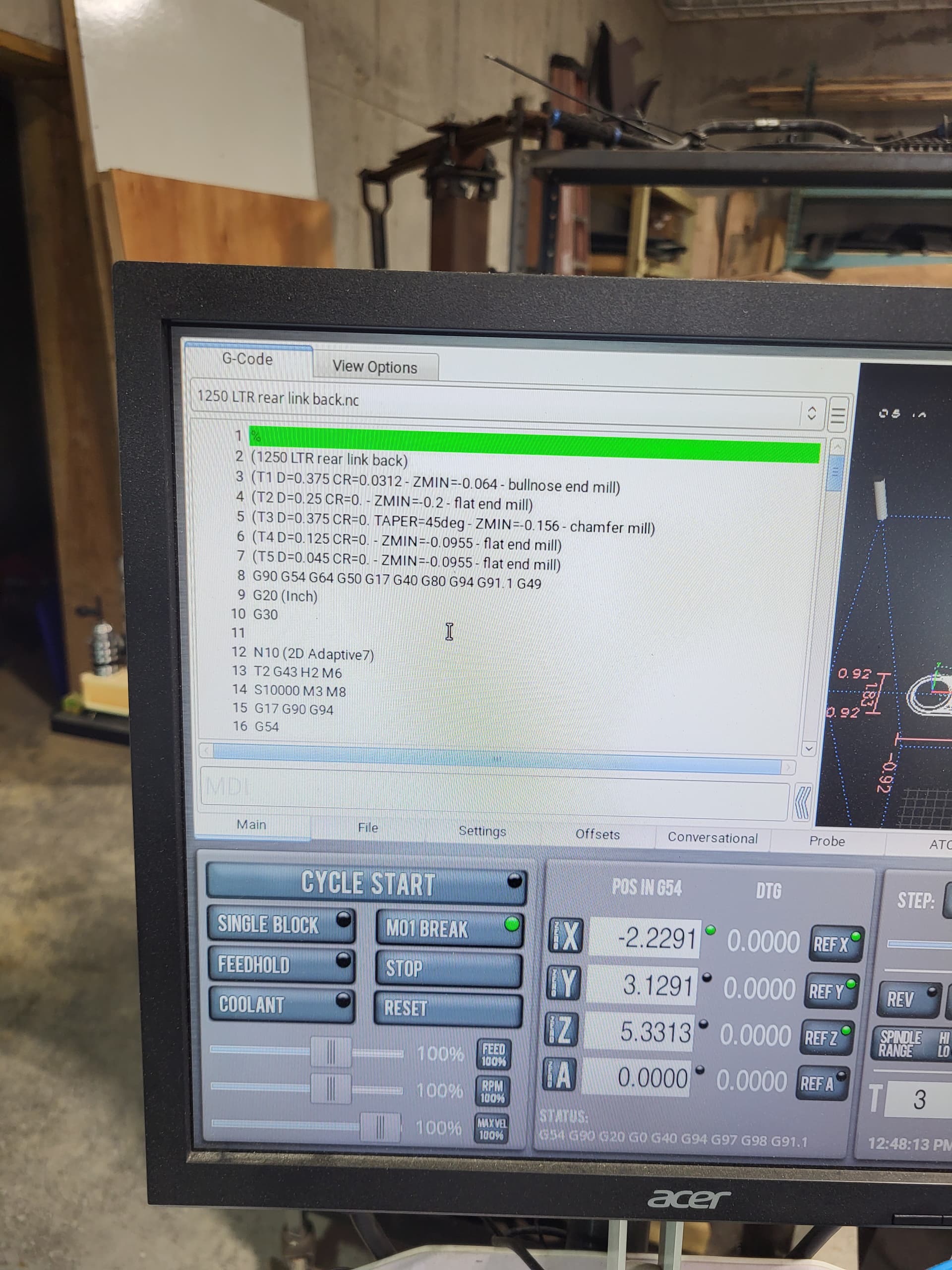
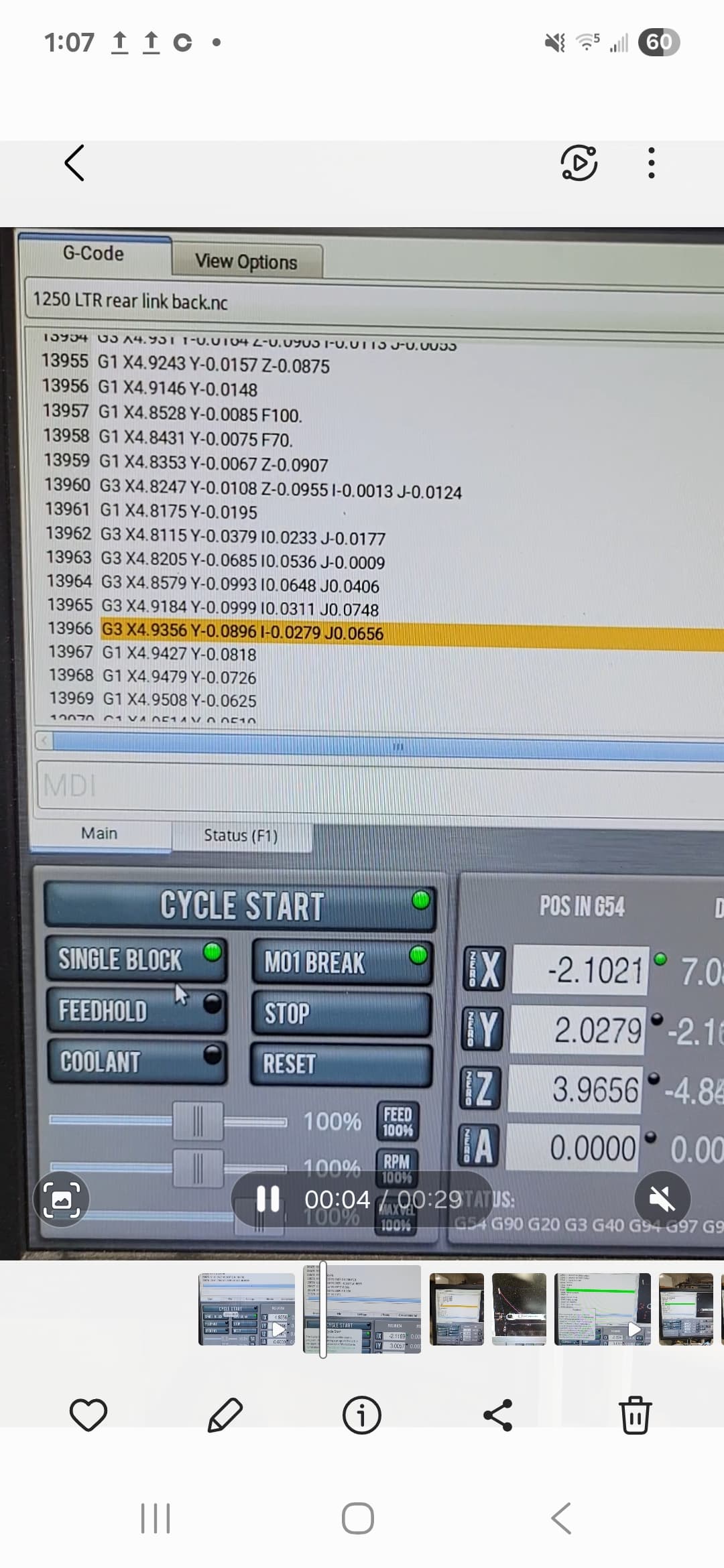
1250 LTR rear link back.nc (582.0 KB)
I dont know, the guy that had it before me was only trying to use pathpilot, and he couldent understand it, ironic because he manages machine shops.
But i would still think that since the program ran through flawlessly from start to finish im not seeing a very good reason on why this just happened out of the blue, i know im not extremely fluent in machine code, i dont think many 19yr olds are, but under the circumstances of how it happened it doesent really make sense.
1 Like
That’s it. Now we wait.
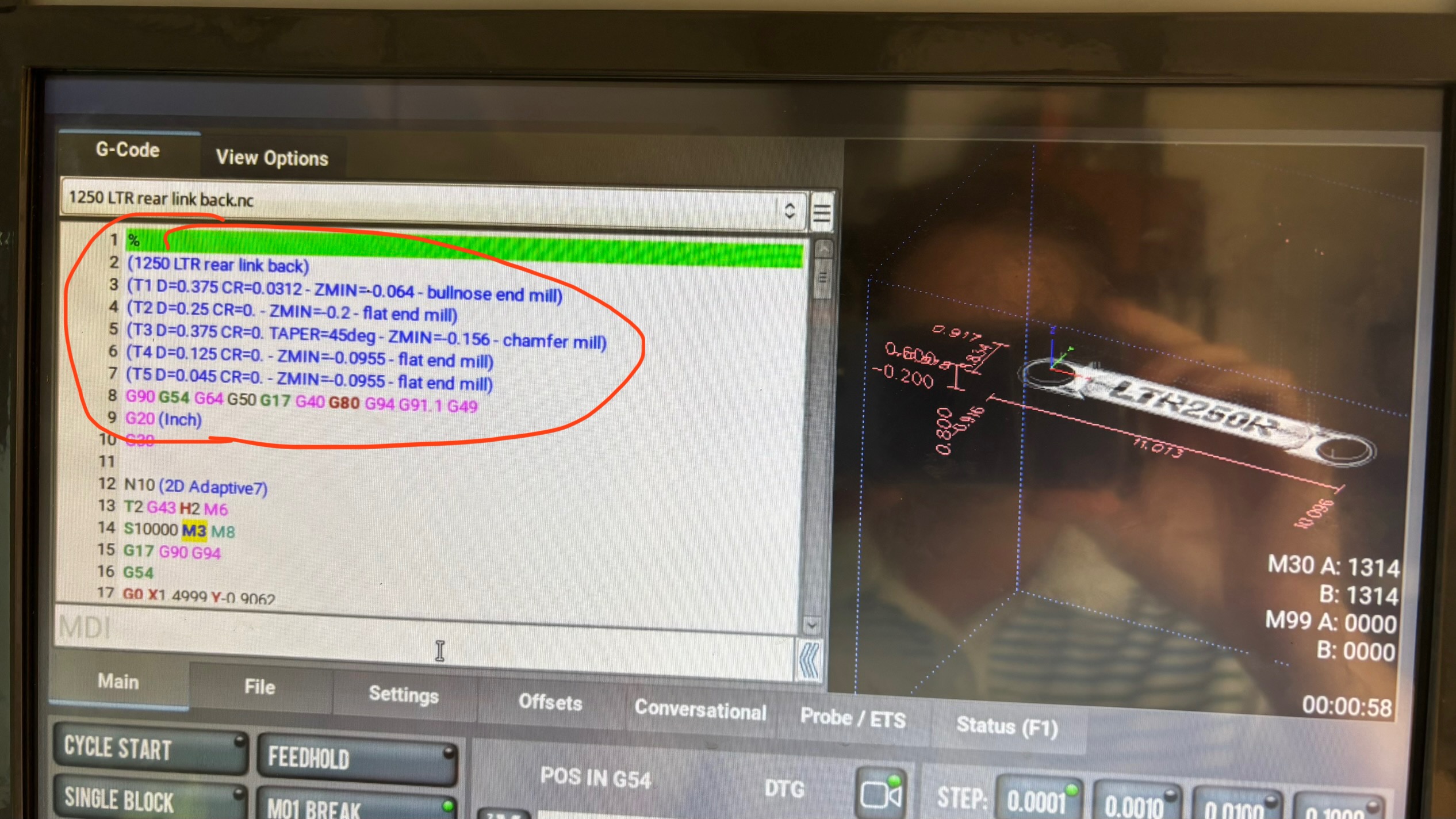
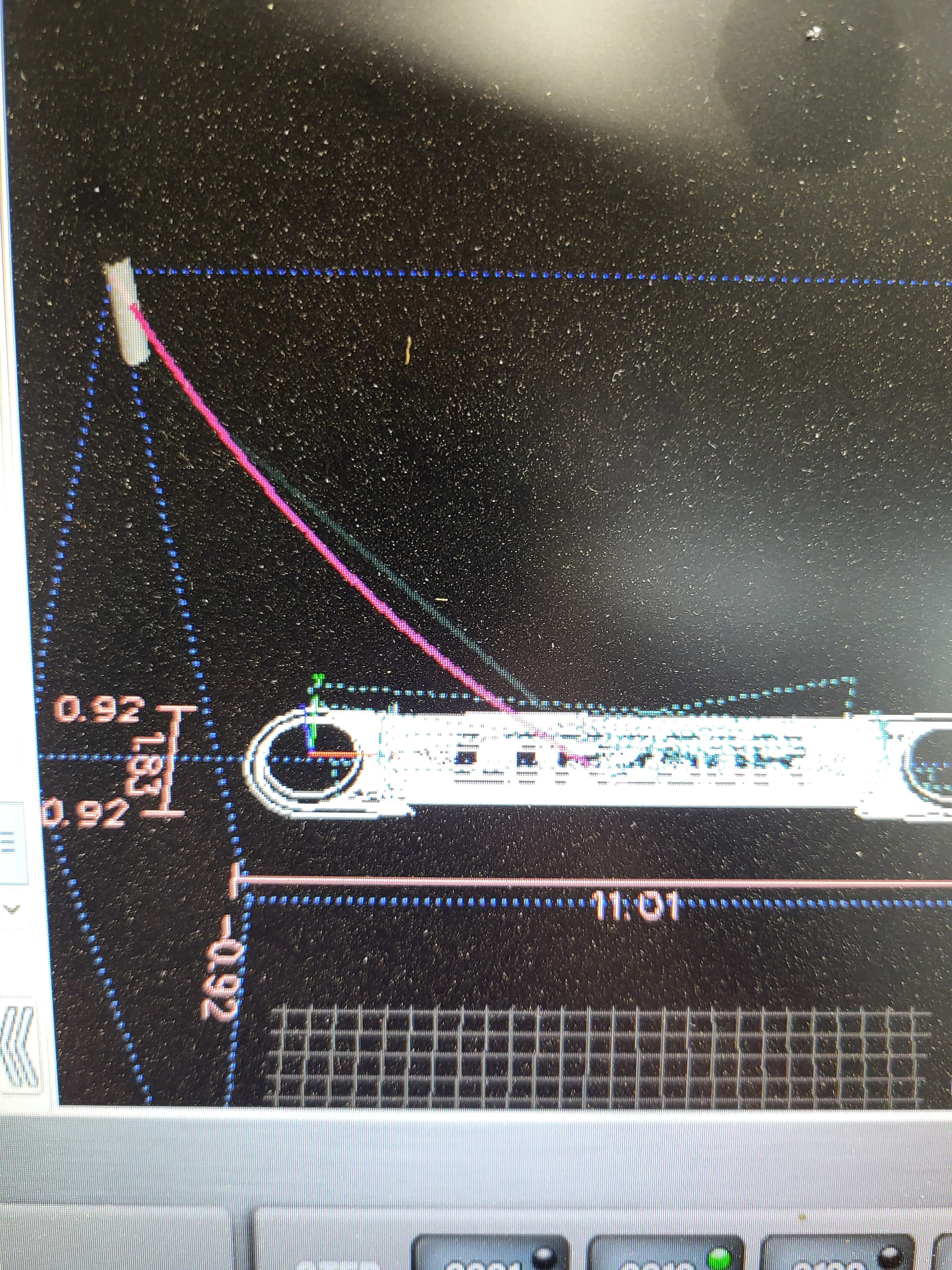
I tried doing what you said you did and it seems fine. I do t see any to ung in the code where Z goes lower than Z-0.2
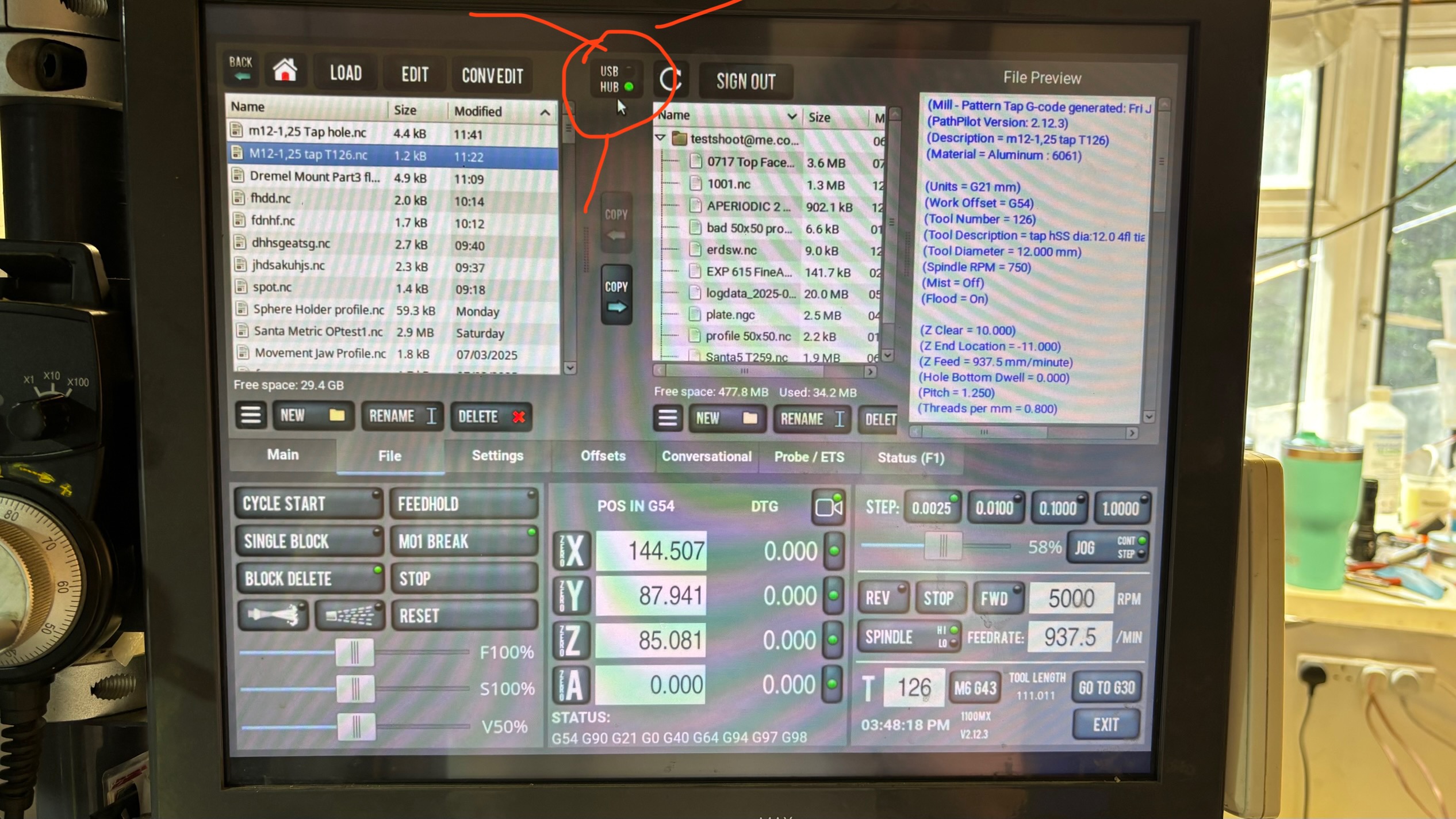
When you load the program it should show you the preview.
And the first 7 lines show the minimum Z level. Check those to make sure it shouldn’t go lower than -0.2
I still think a tool length must be wrong. I’m not the expert though.
I also ran it on https://ncviewer.com/ and it ran fine.
Couple questions
are you using an ATC or changing tools by hand?
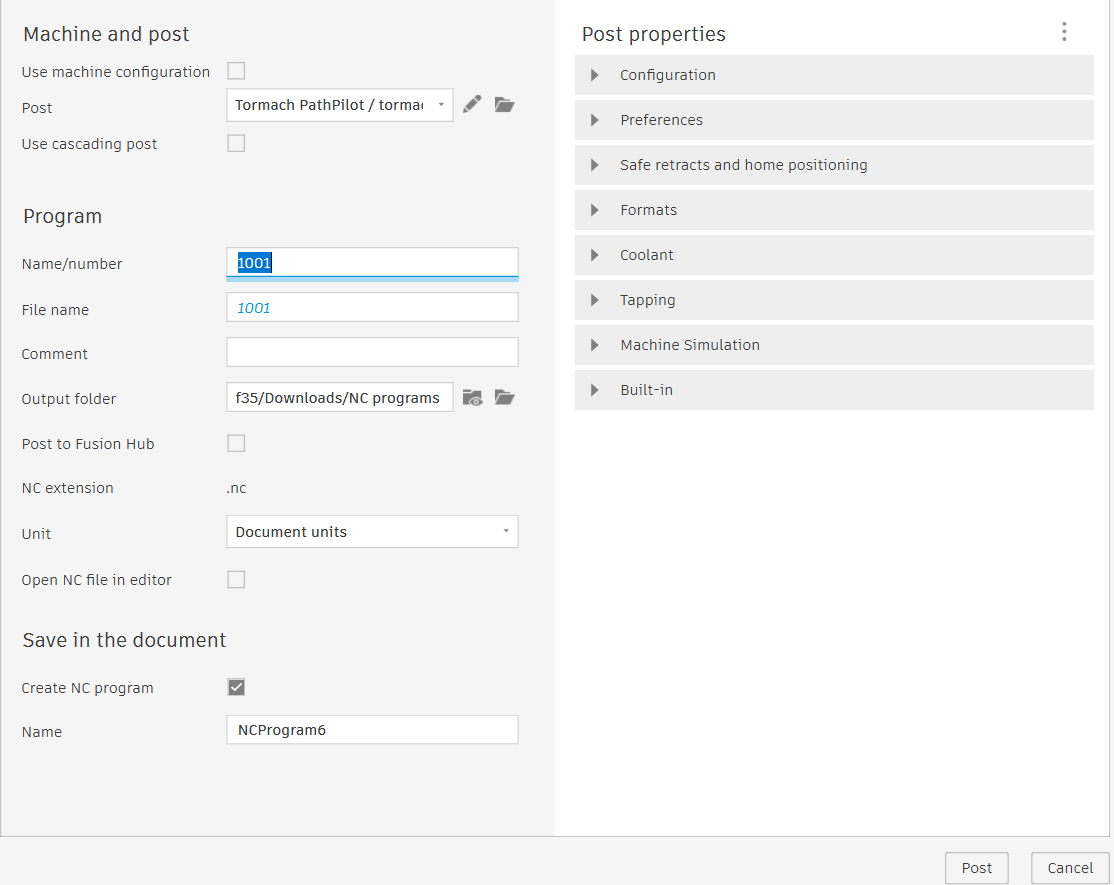
what post processor are you using?
When you set the new start line which selection did you use?
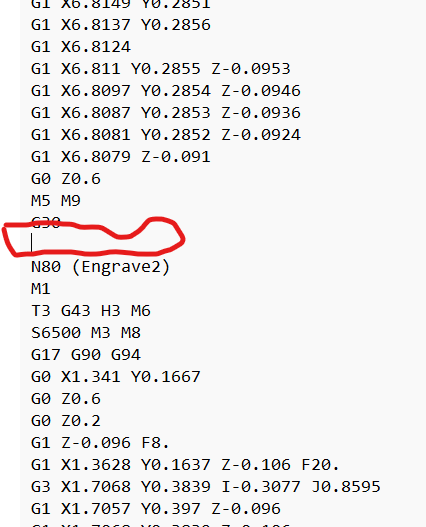
You say you restarted at Tool 3 which is line N80
was tool 3 in the spindle and selected on pathpilot ?
and your saying the program restarted not at the beginning of Tool 4 Line N60
but somewhere between N60 & N70 correct?
and pathpilot never asked for Tool 4 to be inserted - correct?
yeah, thats exactly what it shows on my machine too, all the depths are correct, im sure your more of an expert than me though.
Using an ATC, running tormachs post processor in fusion360,
tool 3 was in spindle and selected on pathpilot, new length offset was also correct beside the tool, and all yes to all the rest, i wish you could see the numbers beside in the nc viewer rather than having to put it onto the machine, but it was around 13200 where it tried to start
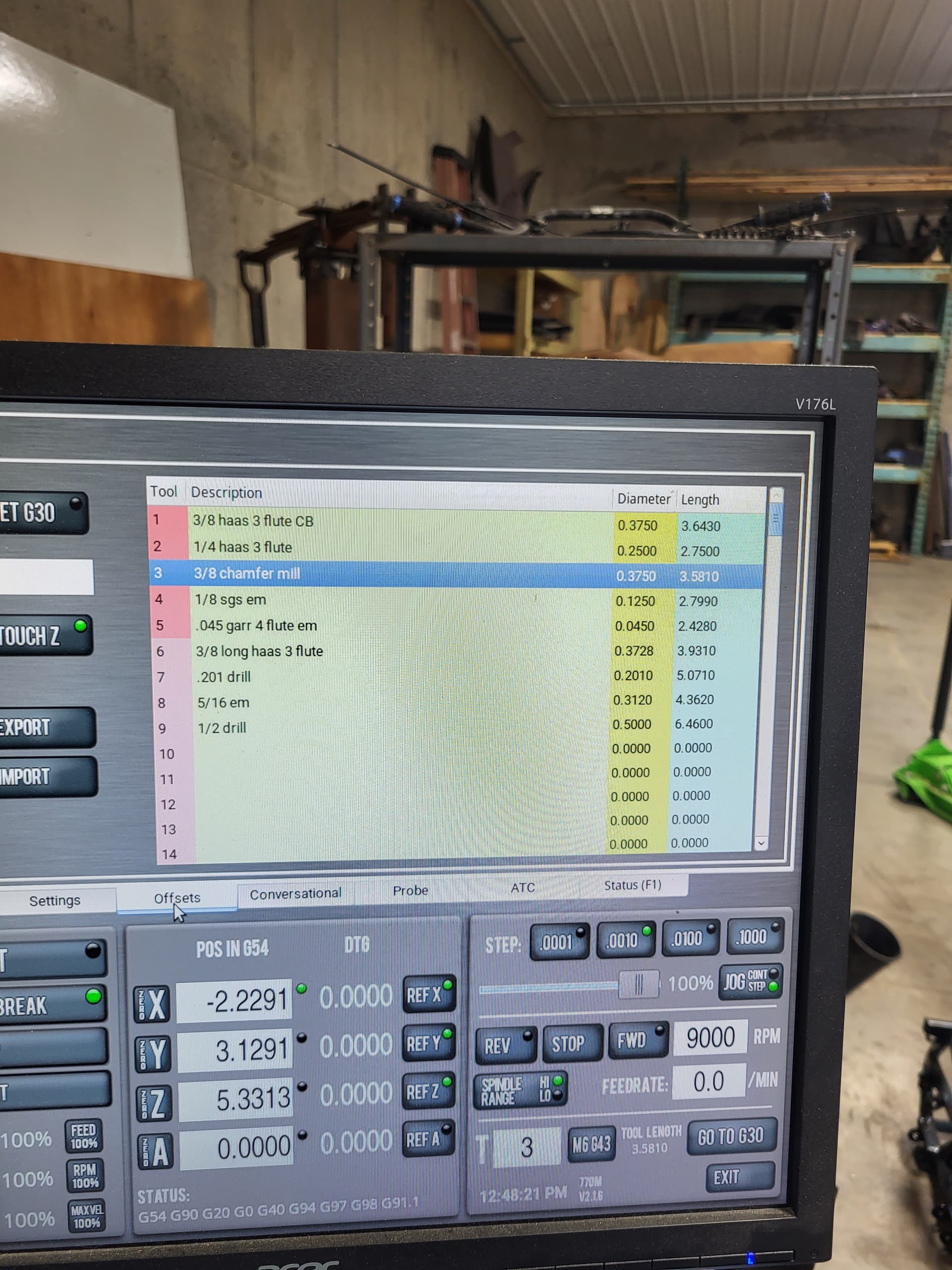
Re measure tools. And make sure tools match ATC and tool table.
did you use
“Set start line at xx (no preparation)” ??
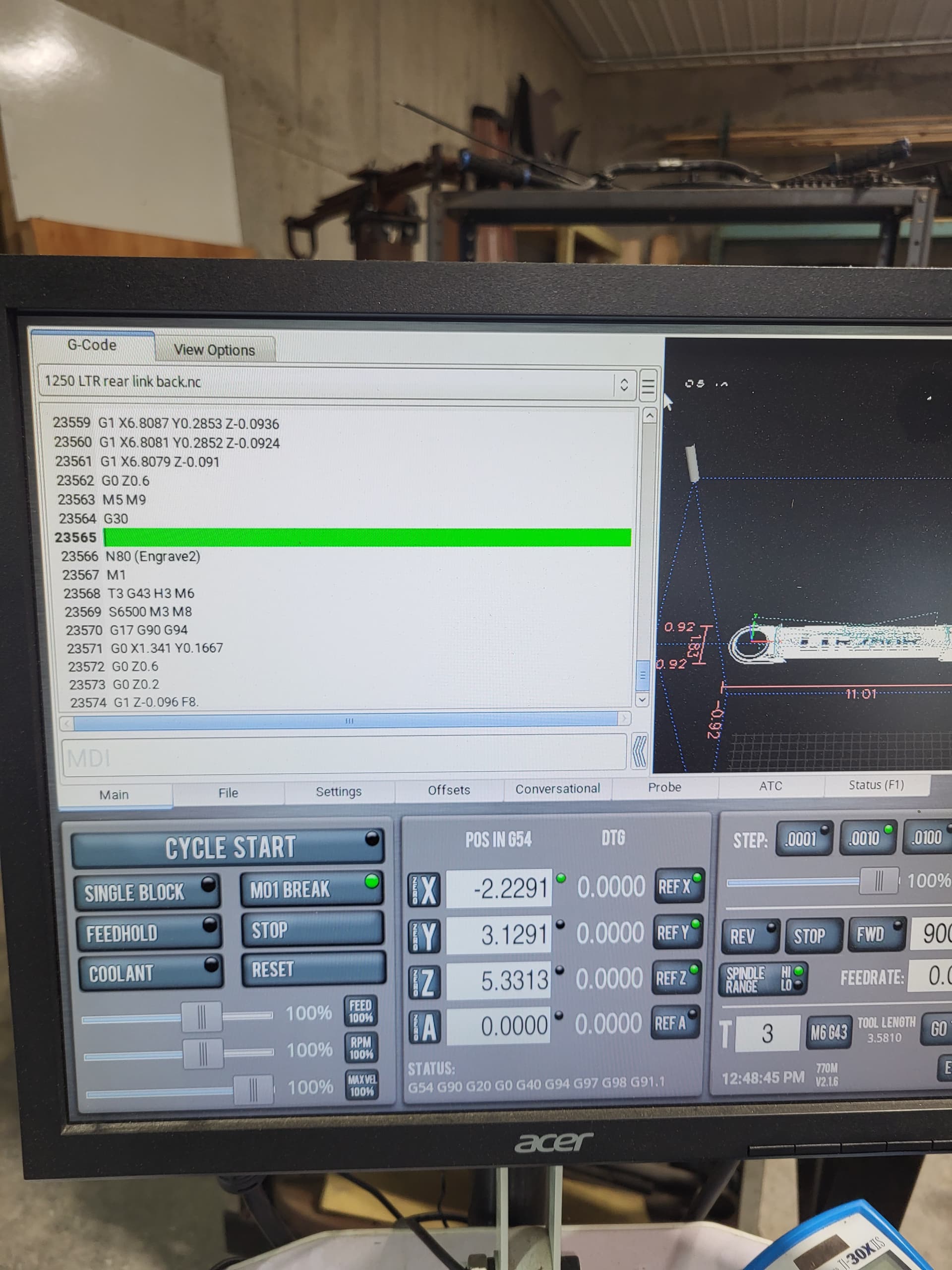
i always set the start line right here and ive never had any issues.
Cam
what I’m asking is which of the three selections that Pathpilot offers di you choose when you re-started the engraving OP?
this may be the problem right here
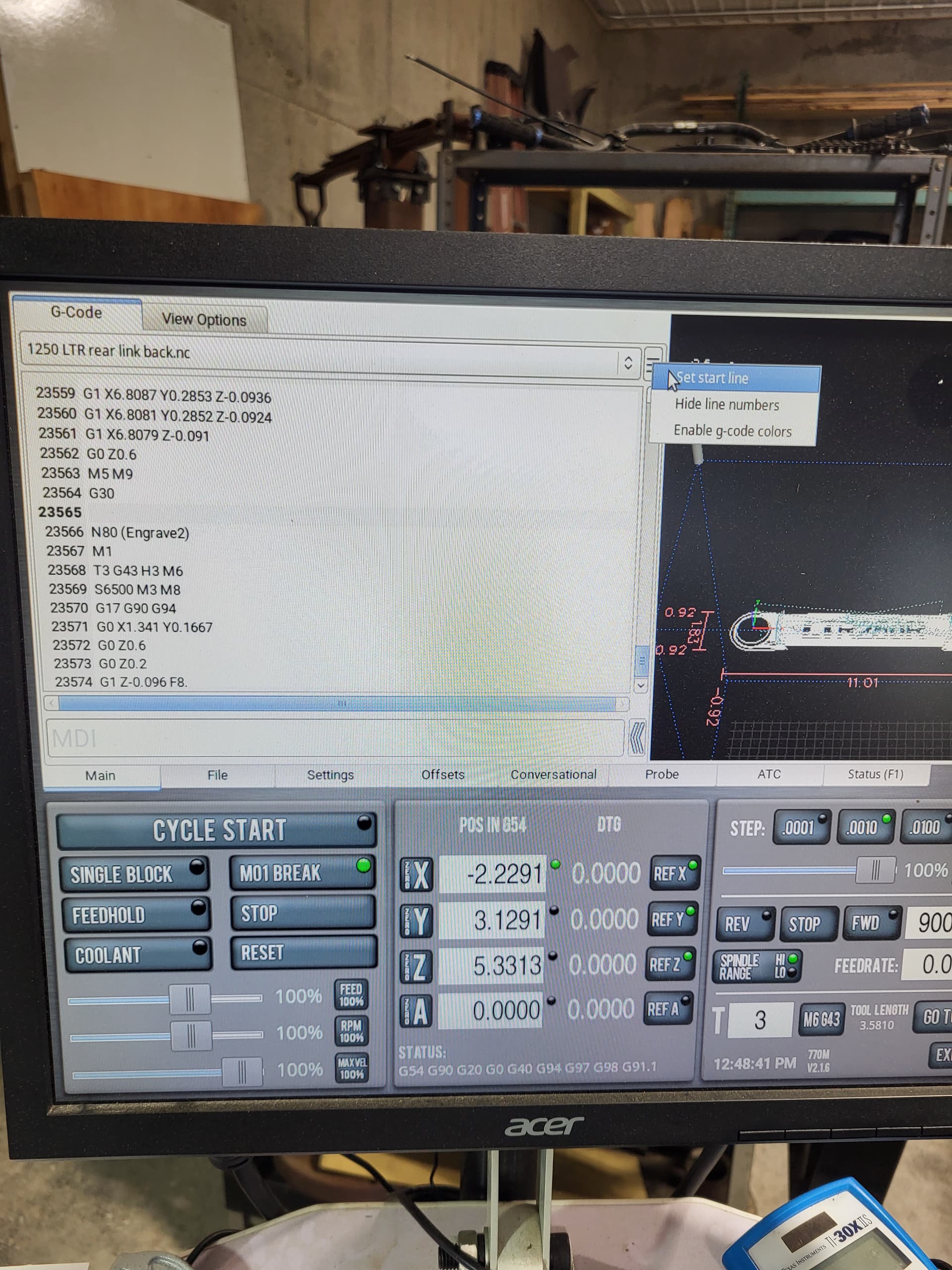
You must select the line you want to start at then right click to get to a menu and make a selection then hit cycle start
Ed
As far as tools and offsets go I just export them from my mill and upload them to the sim. The part that’s a pain is that it doesn’t retain them.
I dunno, i left click on the line that i want to start at, and once its highlighted, then i go up to the three lines in the top corner and , hit set start line and then single block and then cycle start.
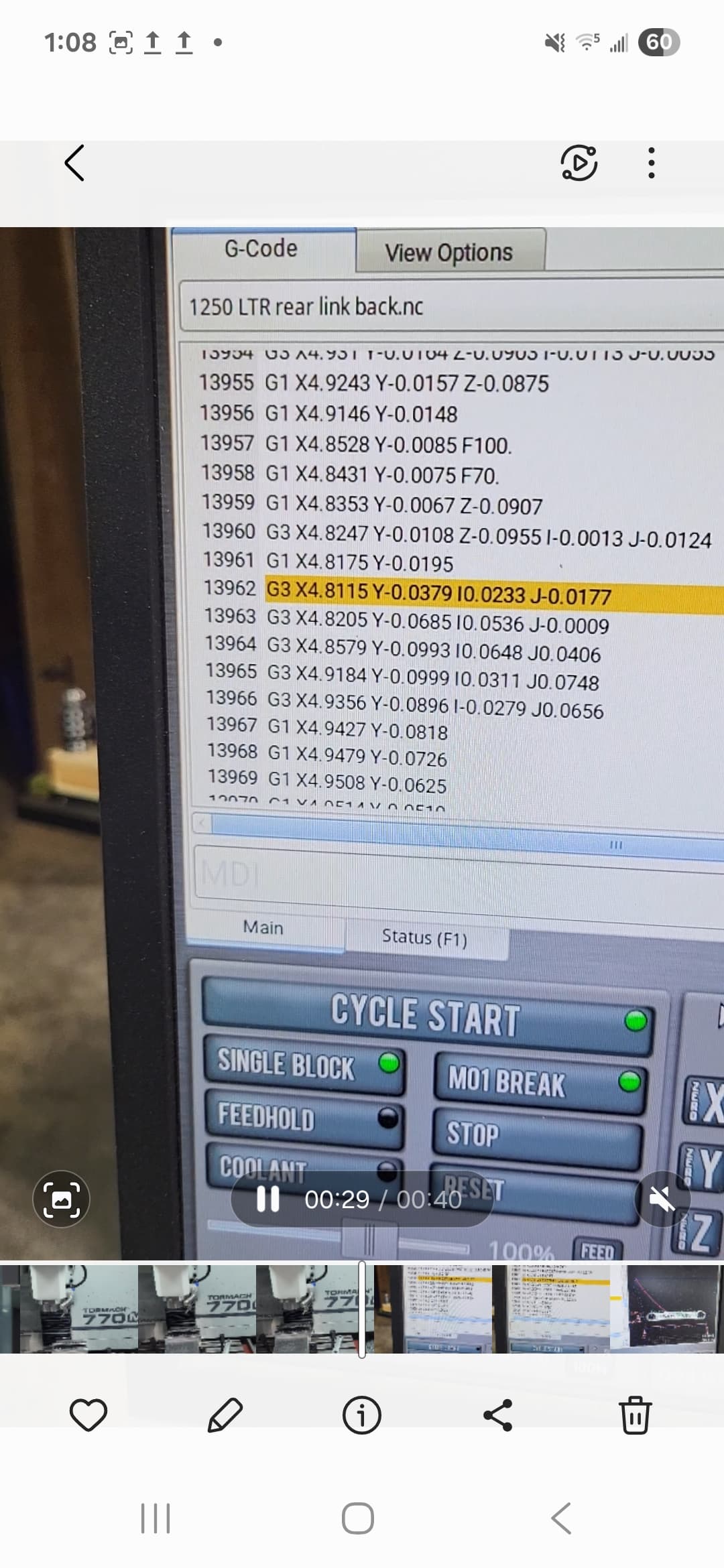
the first time it went to the 13962, then it went to the 13966 the second time i ran it.
I have always done the same thing when using set start line and have never had any issues before, i used it on the front side at the same engraving cycle and it didnt do this.
i wish i could upload a video on here
idk maybe its different between a 770 and a 1100mx
but for me there are three choices
“Set start at line xx(restore with Z plunge lead-in)”
“Set start at line xx(restore with linear lead-in)”
“Set start at line xx(no preparation)”
I always choose no prep
if you try right clicking on the line you hi-lighted …what happens?
are you using the most recent pathpilot update?