Hello Ashraf,
No changes to G-code are necessary - at least thus far.
I should start by saying that I have never used the standard Tormach post processor that comes with Fusion 360 - I have always used David Loomes Xoomspeed version, as it allows for in-process probing - which I use with all my CAM setups. His processor is quite different in other ways as well.
In any case G30 Z moves come after each block of machine code prior to any X Y move for the next operation, as seen below.
When I get around to it - I will attached a piece of the same acrylic horizontally to the stainless guard on the front of the table - protecting the other side of the Y axis.
Ed
N40(Probe Y)
/ G54.1 P222
/ G0 X3.55 Y0.3868
/ G0 Z0.2
(probing-y)
/ o<f360_probing-y> call [3.55] [0.3868] [0.05] [0.1547] [40.] [0.2047] [-1] [0.3094] [0.4] [0.05] [222.] [0.] [0] [0.08] [0] [0.] [0] [0]
/ G0 X3.55 Y0.3868 Z0.2
N50(Contour - Rough)
(T87 D=0.5 CR=0. - flat end mill)
(Loading tool 87 with offset 87)
M9
M5
(Retracting prior to toolchange - g30z)
G53 G0 Z#5183 ----This is the G30 Move using G53
T87 G43 H87 M6
M8
S9100
(Spindle clockwise)
M3
G54.1 P221
G0 X-0.0391 Y-4.2235 ----Here is the first X Y move - Z still at G30
G0 Z0.185 ----X Y move completes before ANY Z move
G0 Z-0.7883
G1 Z-0.917 F90.
Here is the code at the end of each program I write.
(Post-amble)
(Retracting after end of program - g30zxy)
G53 G0 Z#5183 ----This is the G30 Move using G53
G53 G0 X9 Y-2 ----This is an X Y move to center the table and brings it 2" from full Y travel toward the
operator - the Z G30 move is complete before any X Y movement
M30
%
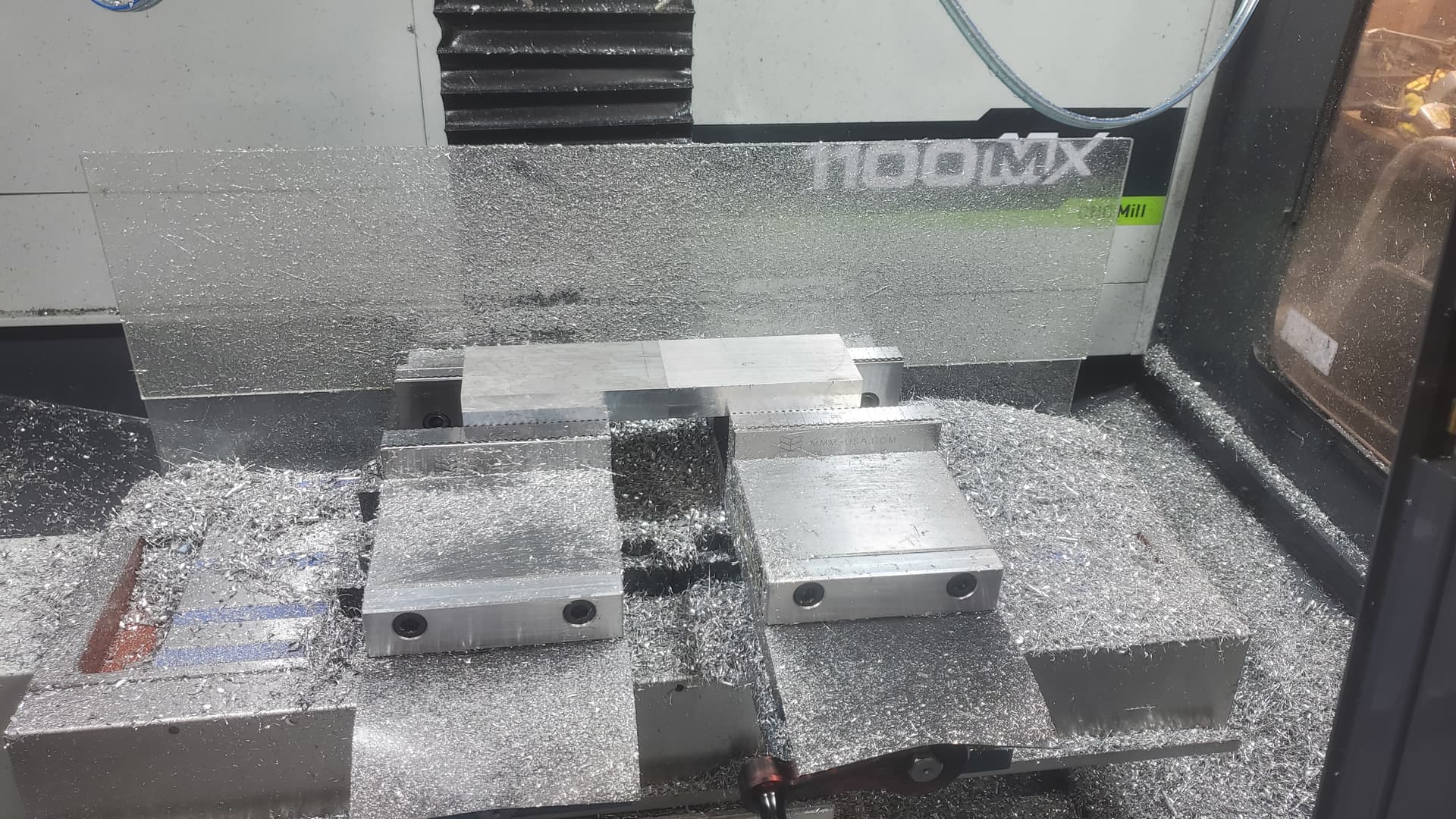
In this pic you can see it would be quite bad to have a Z move prior to the X Y moves - also note that the stationary vise jaws are about 4" from the guard.
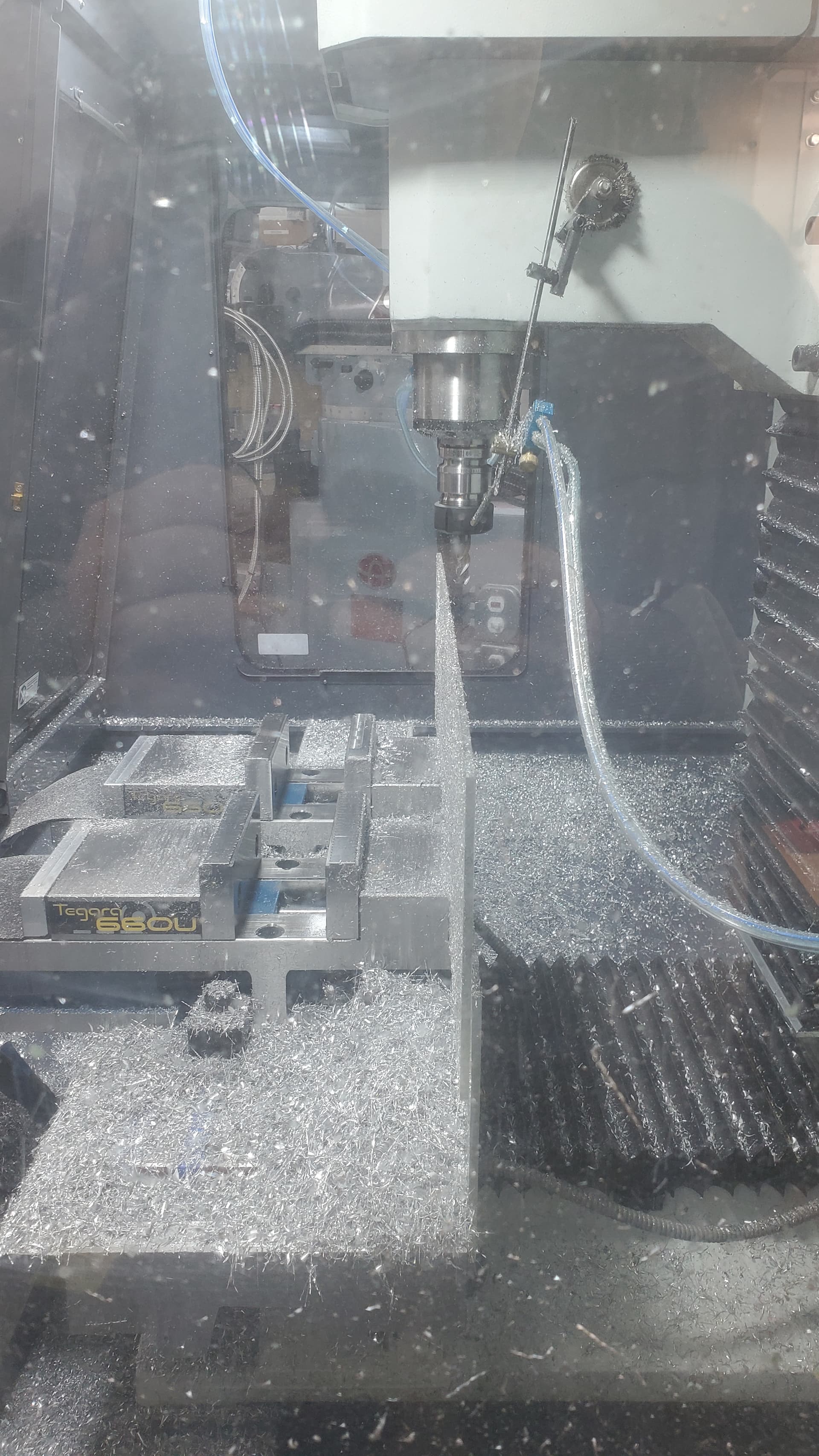
This pic shows a 1/2" end mill that is below the vise jaw ( i know it doesn’t look like it tho)
plenty of room between the guard and Z axis
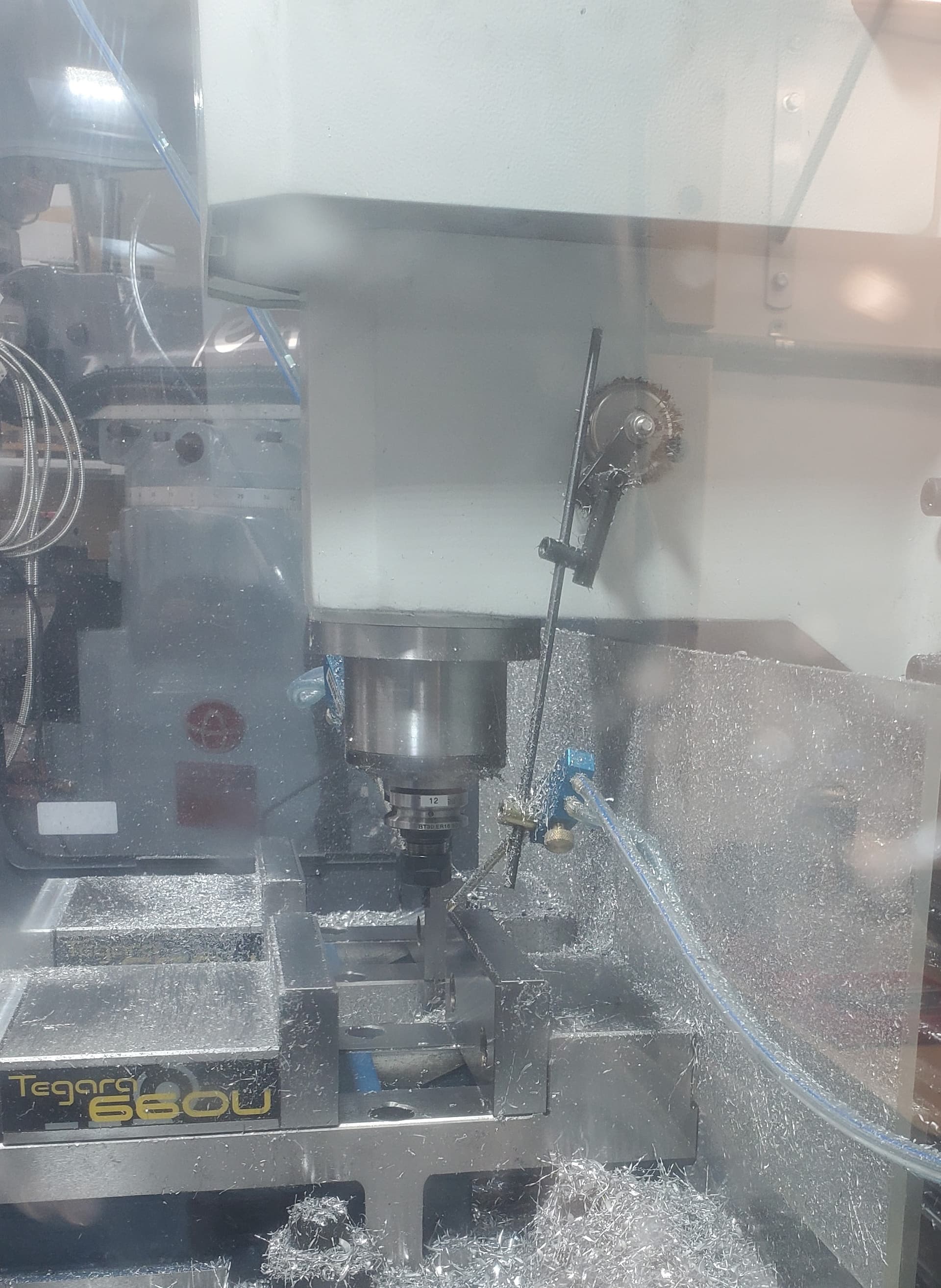
This shows my shortest tool - a 3/16 end mill in an er16 holder (below vise jaw)
it still clears - barely - this would be a problem with wide stock (guard would have to come off)
but as it is I can machine within about 4 inches of the jaw at full depth
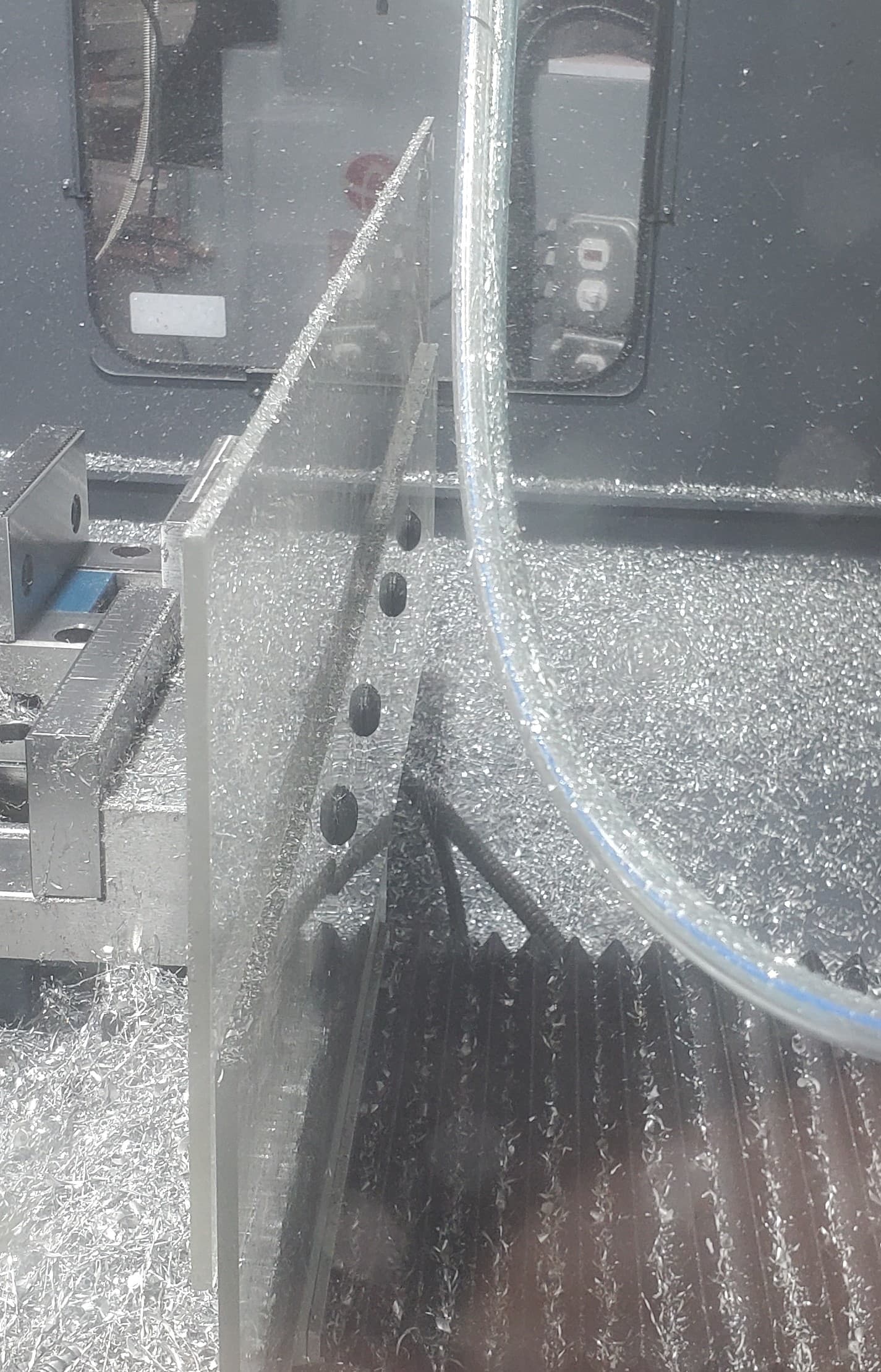
In this final pic you can see how the guards are attached with 1/2x13 button cap screws into the back of each vise - also note how little swarf is on the way cover - and that’s after about 4 hours aggressively machining aluminum