I am a hobbyist using a large benchtop mill I converted to CNC. I am strongly considering buying a 1500MX and also looking at the Syil X5 and X7. I have to imagine that those of you who purchased the Tormach also looked at the Syil. Just curious what your thoughts are. Are you happy with your choice… Other than the fact that the Tormach has much greater travels and runs on 220V single phase, what made you choose the Tormach? Are you happy with PathPilot? Most of my work is one-off prototype like work.
First a 3 phase line can cost up to $15,000 depending on a bunch of factors. I did look at the Syil but the tormach was the only one that would fit in the sidewalk to my workshop behind my house. Also I don’t have 3 phase power. Even the syil cheapest model is more than the 1500mx i think. I think that if i get to a point where i am running my 1100mx 24 hours a day and i need another machine I would probably just get another 1100mx. If I needed 10 machines I would probably get haas or syil and an industrial building with 3 phase. Tooling is going to cost almost as much as the machine also.
I priced out an x5 and 1500mx. With a digital phase converter, 2000 in tool holders and some freight, the X5 is about 44,000. The 1500mx with tool changer, the same tooling and no phase converter is about 50,000… but the xyz travel is massively greater. The Syil are heavier and stronger, but I think Tormach gives me more capability and a better Forum. I also think the PathPilot is better for someone like me who is self taught.
I’ve looked at the syil’s a few times but when it comes time for me to replace/supplement my 1100mx, I will likely go with the 1500. One thing to be sure of when looking at other manufacturers is comparing as close to the same configuration as possible. Tormach offers a lot less visible features as part of the standard package. Things like a 10k spindle, probing, 4th axis ready, conversational programming, through coolant ready, and probably a couple others I’m forgetting are often additional costs from other manufacturers. There’s also the huge benefit of buying a more basic machine to keep your initial investment low, and upgrading it over time without the need to call in a service tech. My MX started as an M with nothing but flood coolant and an enclosure. Now it’s an MX with ATC, ETS, 4th axis, rapidturn, and flood and air on a (homemade) smartcool. Most other brands don’t allow a simple path to upgrades the way these do.
What you sacrifice with Tormach is power and to some extent, rigidity. But power requires power (at least a phase converter) and rigidity requires a proper slab, and higher freight and rigging costs. I haven’t personally seen or run a 1500 yet but the switch to a granite based and linear ways suggests it should be more rigid and better dampened than the other models. And the 7.5 peak hp spindle is a big upgrade over the 2.5 (2.75?) in the 1100 which does fine unless you need to swing a really big tool or hog tons of material quickly.
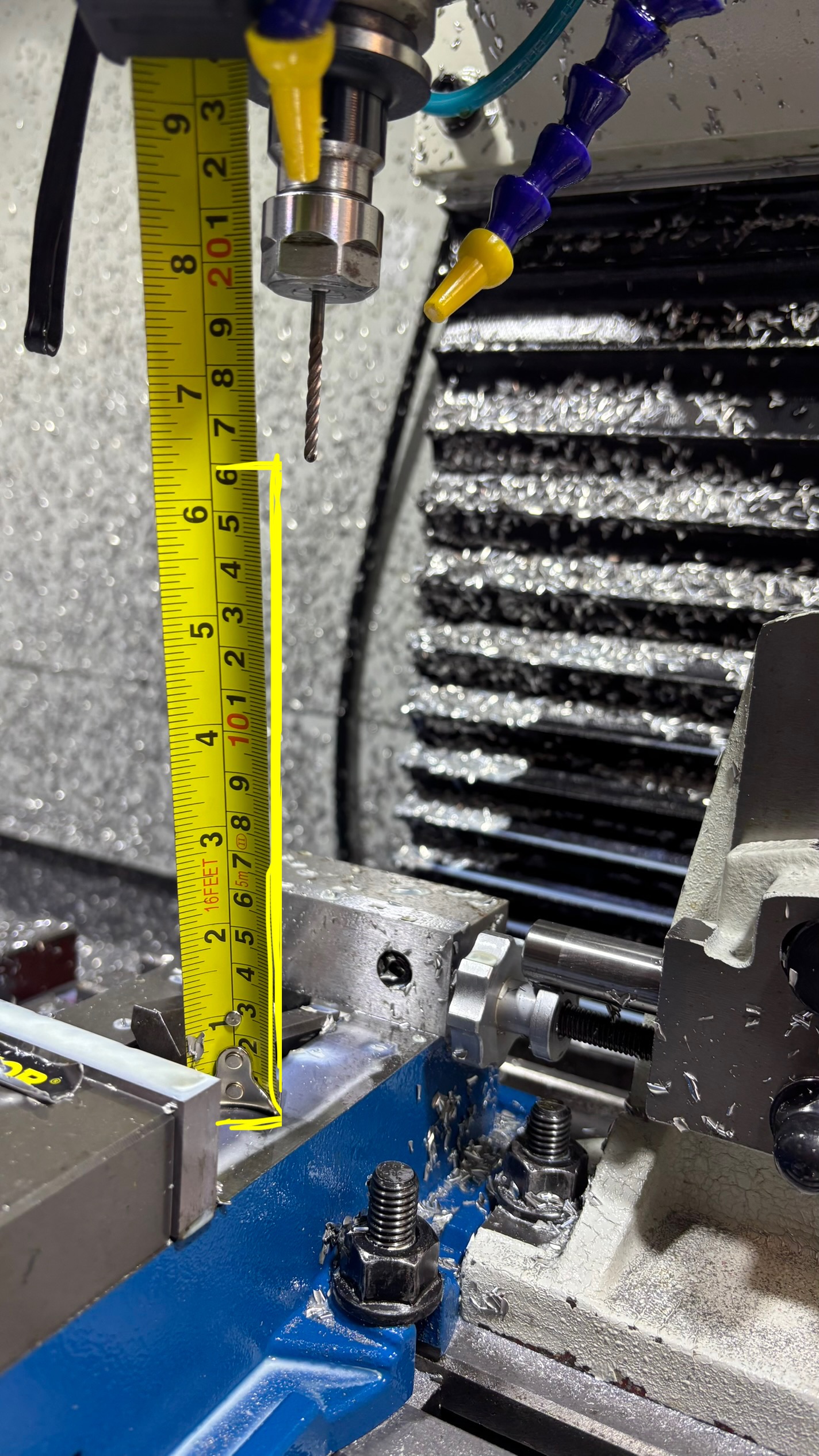
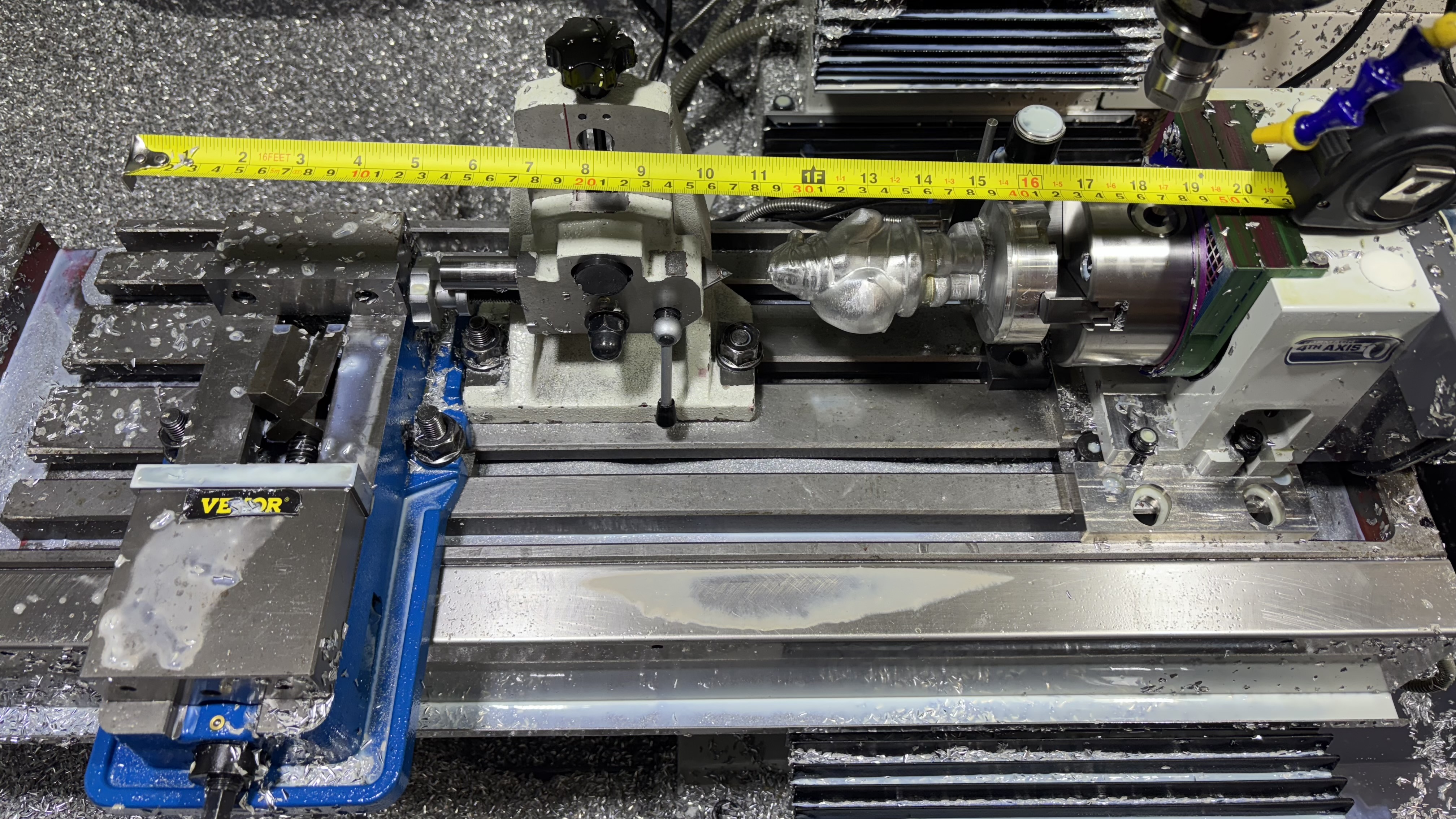
The Syil is really fast and all the servos and spindle are a lot more powerful than the tormach but the travels are tiny. 12” vertical with a 4” tool hanging out and a vice 1.5” tall minimum is 6.5” tall max! That’s really small. You could fit a cylinder head on there just barely. I’m hoping that they have a lot of table outside the machining envelope to put the a-axis on because if it takes up even 1” of machine envelope then you can’t even make a decent hoagie! My machine table is packed right now and I’m making 4” tall Santa Clauses!
That’s .03mm of clearance on the left side of the envelope that I had to fight for so I can run the body and the base without having to move the vice and tail stock between operations. I had to give the vice a little shave on side of the bolt hold down to get that .03mm. And on the right my a-axis hold downs are poking out the end of the T-slot.
So when your shopping and it says 12” wide table, that’s enough if you are making 2” Santa’s.
Yes. I have pretty much decided on the 1500MX. A local distributor said he can sometimes sell the attached with fewer options refurbished from the factory for 40K. It is a heavier, stronger machine, but I am afraid of costly repairs. GENMILL T-500 for 2025[14694].pdf (1.7 MB)
I don’t remember to be honest but it’s easy enough to work out. All you need is the servo and spindle upgrades from tormach. Install both and you have an MX.
Fast rapids, faster spindle, easier tool changes, non-proprietary tool holders, and no tool holder pull out with heavier cuts. Yup, worth every penny.
The only gripe I have with the upgrade is that the surface finish on vertical walls is not as good with the servos as it is with the steppers. Straight X or Y moves are the same as before but combined axis moves like angles or arcs have a noticeable vertical pattern. This was a complaint from a lot of people not long ago and Tormach tried quite a few things to correct it without much success. A REALLY slow feedrate helps but a real solution has never been found and to my knowledge, there is no more work being done there. To be clear, it’s not a bad surface finish, it’s just not as good as it was. I’ve taken to using a boring head for critical diameters rather than circular interpolation as a result but otherwise, it’s not an issue.
As for your tooling, there are plenty of people out there with TTS spindles. You should have no problem selling off your old tool holders to help finance the new ones.
I stuck a 3/4" R8 collet in my manual mill and most of my TTS tools live over there now… I did get a 3/4" BT30 tool holder I could put special TTS tools in, but that’s a last-resort kind of thing.
I’m a fan of BT30 for sure (except for the annoying lack of small drill chucks). My old wobbly 1100 had a hard time keeping tools in the spindle.
I’ve got a couple dozen BT30 ER collet chucks too, but for some things a 1/4" keyless drill chuck is more convenient and does the job perfectly well. Large 1/2"-size BT30 chucks are available, but for some reason the small ones are much thinner on the ground. I’d like to get JT adapters so I could rob a few precision chucks off my TTS but a similar story there.
That’s interesting. I was thinking of using the 3/4" BT30 tool holder to make use of my small drill TTS drill chuck. I thought it may work for smaller drills. Do you think this is a bad idea?
Yeah, it stacks up runout and also since 3/4" doesn’t fit far inside the BT30 envelope, the holder is quite large and heavy so it would end up being close to a large chuck in size and weight. The other problem is retention is via a side-screw so you’d have to grind a flat spot into the TTS shank.
Yes. That is what I was thinking. I think it would be fine for a small chuck for drilling small holes. I have a fly Cutter that I may be ok for finishing possess as well.
My favorite tool in the shop is the Shear Hog, but I’m not sure that it would have enough rigidity for that.