@Kyle_D have you seen this video list yet? The 2nd and 3rd videos in the list would help you understand some of what we are referring to, but yes once the machine knows where the tip of the tool is, it doesn’t matter how long the tool is, generally. The exception to that is when you run out of Z or have a collision programmed in.
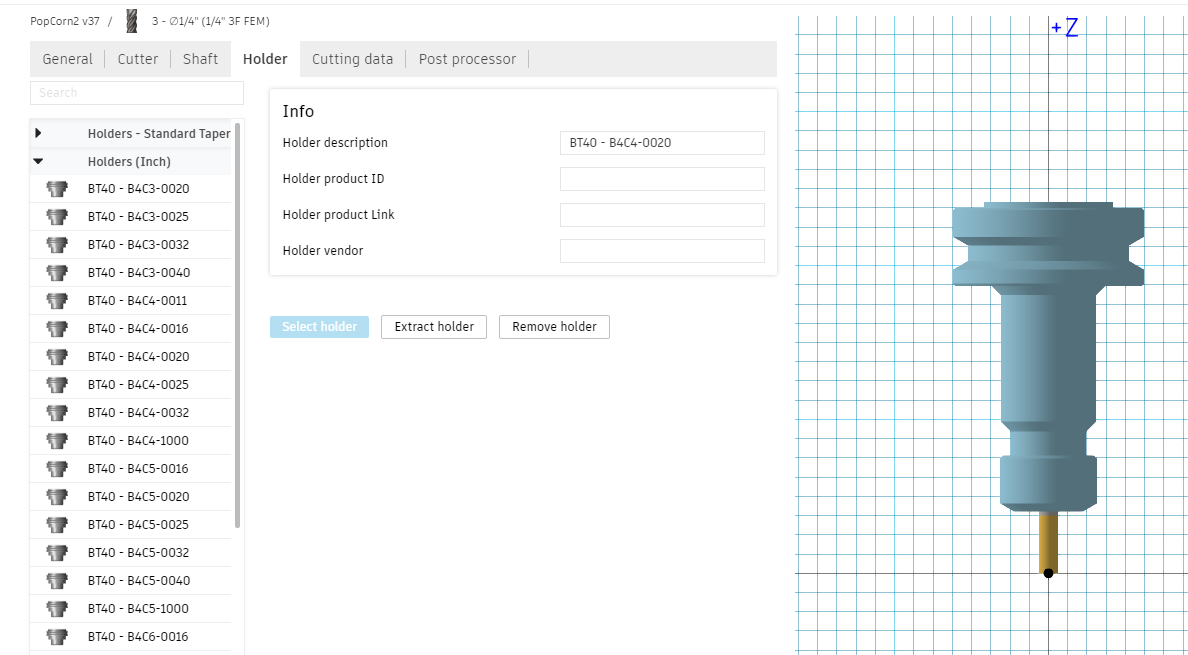
FWIW I use the stock BT40 holders when I am checking collisions for ER20 and ER16 tool holders.
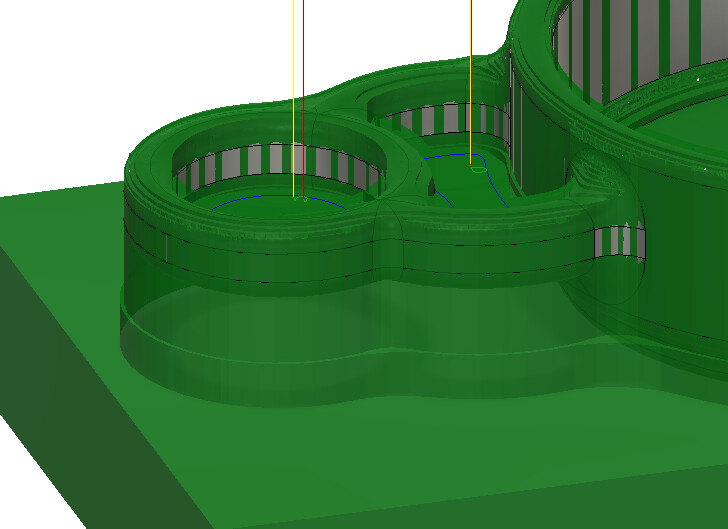
Scenario 2: I just didn’t pay close enough attention when I was setting up the CAM. Upon further inspection I figured out that I only need to cut into the part deep enough till I poke through the other side of the part as you suggested. This picture might help explain it