Hi All,
I’m looking to get your guys recommendations for the strongest and most reliable CNC taps for 6061-T6. I’m tapping 1/4-20 threads. I’m on a Tormach 1100M using the ER-20 Tormach tension compression tapping head. Holes I’m currently needing to tap are full threw holes, but I’d like your recommendations also for blind holes. The coolant I’m running is Blaser Synergy 735. I ended up scrapping a part I had quite a bit time into machining, went to tap the holes and broke the tap on the 3rd hole, so would like to avoid that again. Up to this point I have done a bit of tapping but nothing larger than 10-24 and have only used spiral flute taps, I know they are not the strongest.
I used a #7 drill .201, @500 rpm 32.7249 ft/min. Ive always ran tapping at 500. to .800 deep full through hole.
Do you guys use and like ER “Tap” collets and do you feel they are necessary? I do have 1 of them in 10-24 collet, and I like the fact that the tap can not spin in the collet because of the square hole at the bottom.
This is the tap I used and know it was probably a bad choice so I guess Ill take my beating now. I was in a hurry to get them, but as we all know hurry is not the best when it comes to CNC machining. LOL!
Drill first then tap. That way you have a nice big solid piece to throw away right at the beginning and you don’t have to waste time with finishing. Actually thread mill is the way to go. They cost more but they almost always work.
The spiral flute should have worked but Amazon tap is only guaranteed for one hole. Also how deep is the hole?
One piece of stock and a cheap tap is about the same as a good thread mill
Your strongest threads will be from a roll form tap. Those also have an advantage that there’s no chips. to mess things up . They do take more HP to run effectively but an 1100M should be OK in Aluminum at 1/4-20 (check this if you use slow speeds and high belt). You have to drill a different size hole and it needs to be a good hole where it’s supposed to be (as do other taps, but even more so), so center drill, skip the cheapy Amazon drills and use a good stub length bit.
I use spiral flute for blind holes and spiral tip for through holes. Usually anyway, sometimes I only have one or the other so I use them in the “wrong” hole type, just have to be very mindful of leaving a gap at the bottom when running a spiral tip in a blind hole. I’ve also run form taps in through and blind holes. All have worked well for me and I’ve yet to break a tap (knock on EVERY piece of wood I can find).
500rpm is fine, for 1/4-20 in aluminum I’ve gone as high as 1000 but higher rpms with the tension head can be a little tricky, sometimes you have to add a slight dwell at the bottom to give the spindle time to reverse or you’ll really yank on the tool.
Tap collets are nice but not a requirement for small diameters like what you’re working with. For a while I was even using a drill chuck and that worked fine. Once you get into larger sizes or deeper holes, slippage is a concern but at that point, you’re probably better off threadmilling anyway.
Speaking of threadmilling, it’s an awesome tool to keep in your back pocket but it has it’s pros and cons like anything else. It’s MUCH safer than tapping, especially if you’ve got a lot of time or material cost into a part. On our machines, it’s a must for larger thread diameters, especially in harder metals (don’t even think about a 1/2-13 in steel, not gonna work). But it can be a bit of a quasi-science, especially when programming in Fusion. The pitch diameter offset should be pretty self-explanatory but the maths never seem to properly math so I almost always have to walk in the final cut depth to get the thread engagement that I want.
Overall, your parameters are more or less the same that I’ve used for hundreds of holes spread across three taps, all of which are still in my tool crib waiting to get used again. My best guess is you just ended up with a junk tool. Get something better and you are likely to have much greater success without changing anything else.
1/4-20 @ 500rpm should be 25in/min feed. I think you’re confusing surface footage (which would be roughly 32.7ft/min) with feed rate. Assuming thats the case, no I wouldn’t consider that too fast. I run my 1/4-20 taps anywhere from 250-1000rpm depending on the material but for aluminum, I would be on the higher side. All of my taps are HSS, I’m too cheap for carbide taps.
Fusion does display in in/min for feed for most toolpaths. You’re looking at surface footage which is the speed of the tool at it’s outer diameter and is used to determine how fast to spin a tool based on the material you’re cutting.
The formula for surface feet per minute is
.262 x D x RPM = SFM
So in the case of your 1/4" tap @ 500rpm
.262 x .25 x 500 =32.75ft/m
Fusion does NOT show feed rate for tapping operations because there’s no need to. The feed rate is determined by the pitch of the tap and the user entered RPM(or SFM). There would be no benefit to allowing you to adjust the feed rate as anything you entered other than what was automatically calculated would be wrong and would result in a broken tool. Though I suppose it would be a helpful UI addition to have the feedrate displayed in a non-editable context for reference.
I use HSS taps in bright finish for most tapped holes, but especially in aluminum. The Hangsterfer coolant I used to use didn’t seem to work very well for aluminum and I started manually spritzing a few drops of Tap Magic aluminum in the hole at each tap location - never had a problem after that. I’ve been using taps from McMaster-Carr for years without a problem.
Thanks for the input on this guys, I got new Shars taps and ran several tests last night with good results so problem solved. It must have been the cheep quality tap or trying to tap to deep OR both.
I ran both #7 & #6 drills at multiple depths from .5-.75 with a plug tap in full through holes. All worked fine. Was told by Shars sales that max depth for bottom tap is .65.
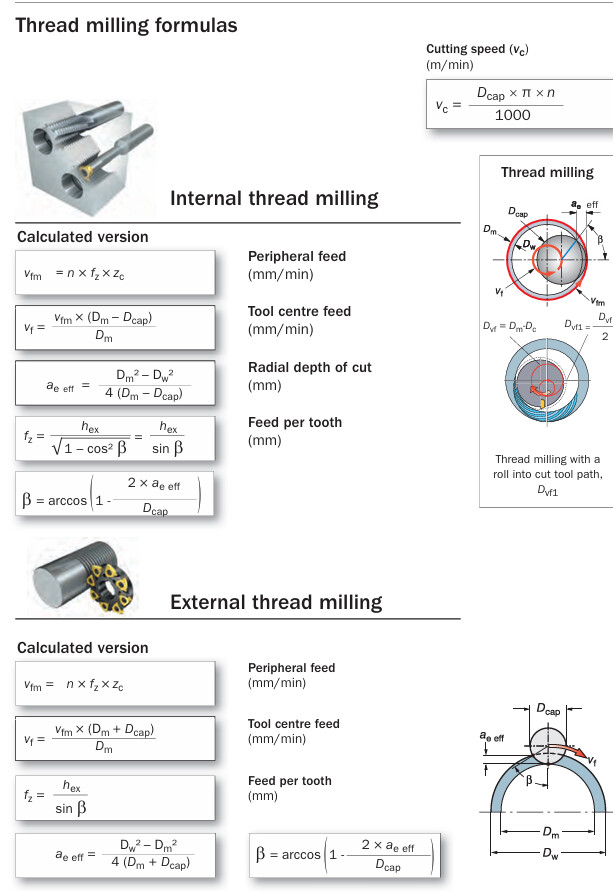
I use the Sandvic Cormorant tools reference!
I think they still have it to download, Just go poke around their site to find it.
It has formulas for about any machine tool operation.
quick clip of one page of many
Here is my spread sheet for calculating HEM strategies and internal arc adjustments. It calculates chip thinning for keeping the recommended chip loads at varying engagement percentages. The arc feed adjustment is for operations like thread milling or any 2D operation that does not compensate the feed rate at the engagement point of the tool.
I added a quick thread milling tool as an example if needing a 0.001" chip load per tooth.