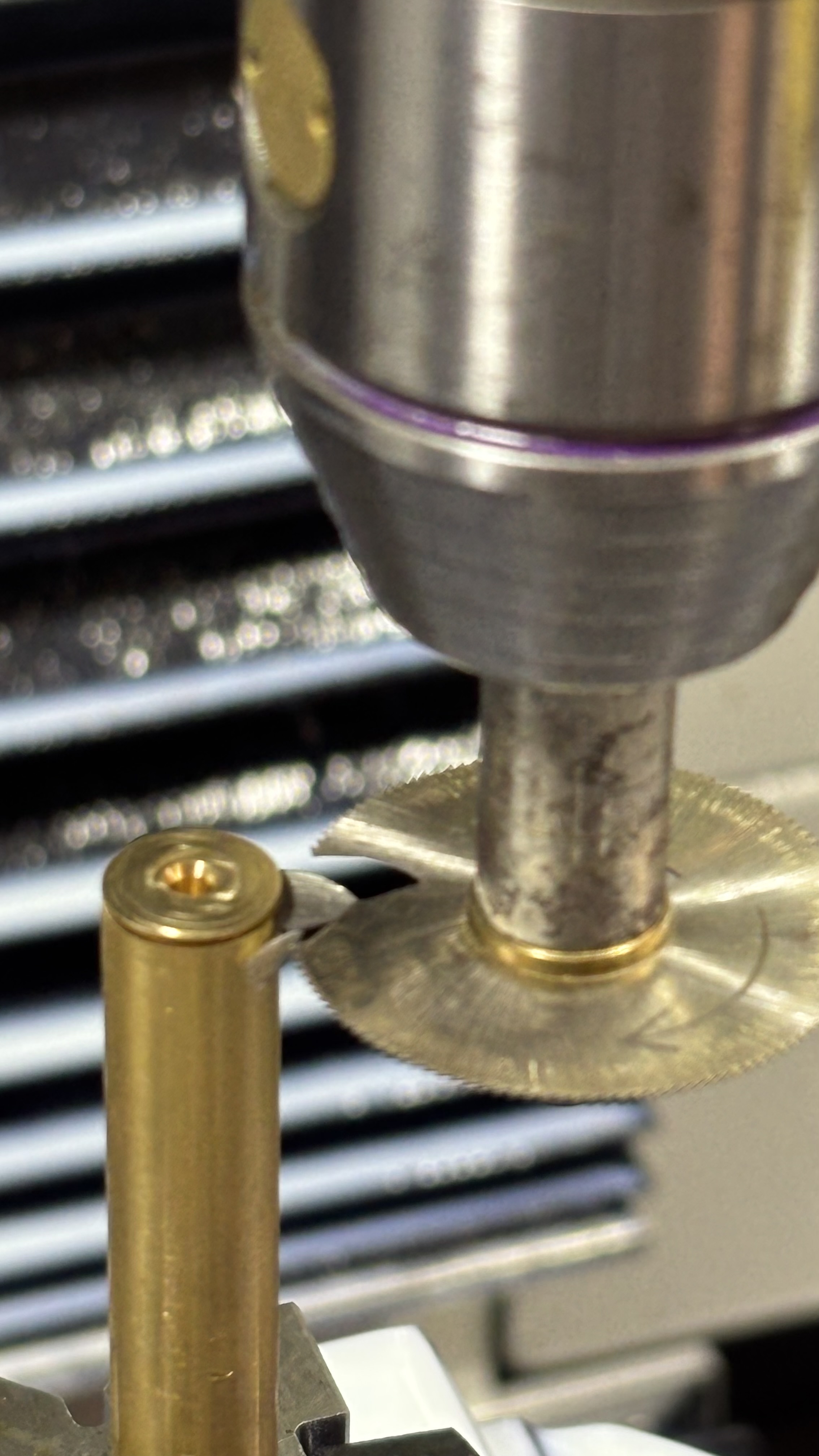
Sometimes things break. I know it but the question is how? It was a clockwise reducing radius spiral with no Z level changes, climbing cut.
Magic?
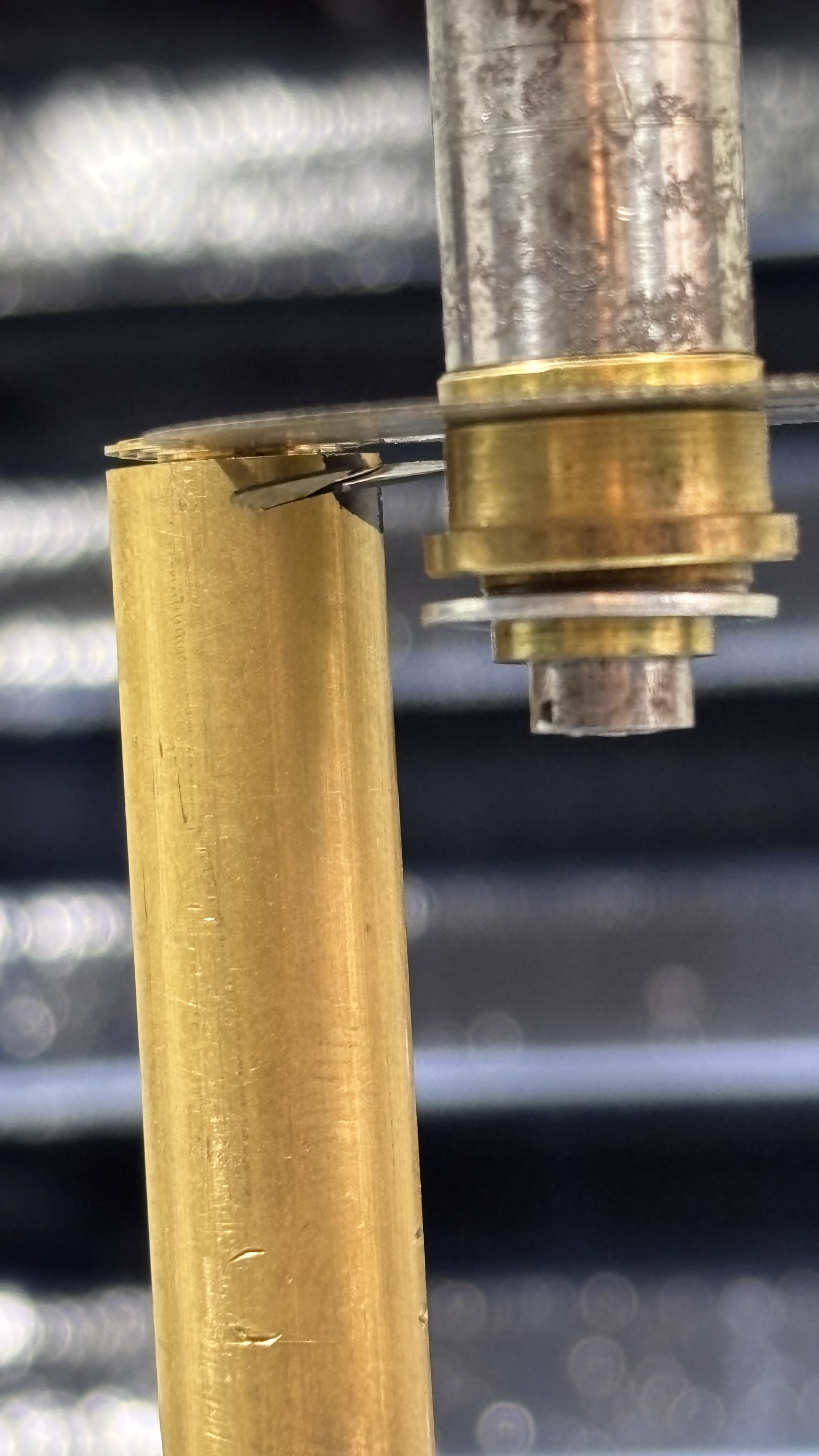
The saw jammed when it broke and was slipping on the arbor when I stopped it.
Sometimes things break. I know it but the question is how? It was a clockwise reducing radius spiral with no Z level changes, climbing cut.
Those thin saws do like to jam and break, especially with no coolant when the gap closes due to heat and/or the cutter bends. The thin ones IME often drift off line in deep cuts, and that appears likely to be the cause in this case. It wastes a bit more material but thicker saws can be less problematic if you have the spindle power. Full-retract them every now and then and if they’re stiff enough they can correct a cut heading off-line.
I broke some thicker saws on the 1100 before realizing the root cause was the spindle in high belt and there was no torque left at low RPM, so the cutter would stall or slip, but the X-Y axis was still pushing the not-cutting cutter so bad things happened (even the MX will generally not error out in time to save things)
That G-code now has a ‘switch to low belt’ stop in it and all’s well, albeit a bit tedious to do the swaps. Also since it’s practically impossible to get saws perfectly on-center, I drop the speeds and feeds to compensate. Published S&F data for saws is often wildly high for our little machines.
G-code now has a ‘switch to low belt’
Seems like operator punishment. Switching belts only takes 5- 15 minutes depending how many strange noises crop up.
I just ordered the optimum setup for slitting saws. After explaining g to the tech that I have exploded multiple slitting saws and I was ready to not have to worry about it anymore. So hopefully Z Germans will solve the problem.
Tune in next week for As the slitting saw turns!
A belt switch takes me 1 to 2 minutes (usually on the lower side) door to door on the 1100MX, but it’s annoying especially if there’s coolant in play so I tend to avoid it unless it makes sense for that particular part since I’m the designer, programmer and operator.
That is also a super fine pitched slitting saw. What is your radial step over, saw diameter and tooth count?
Well the pictured saw was 0.2mm 96tooth HSS 32mm diameter saw. The arbor was basically garbage and I was pushing it running 190mm feed at 1900rpm (with coolant). Cutting brass. The step over was 0.017.
I have ordered the optimal setup carbide saw and arbor with hydraulic chuck.
Hopefully they gave you suggested speeds and feeds for it because those numbers above seem high.
I’ve had a fair bit of trouble with slitting saws on my machine ruining more than one cutter both HSS and carbide. Torque, or lack thereof is almost always the cause. As much of a pain as switching belt positions is, it’s the only thing I’ve found that lets me get through a slitting saw operation. There’s simple not enough torque at those low speeds in high so the cutter binds and stalls while the X/Y motors continue driving it forward.
Yeah, low and slow. They can oil can too. Not sure why you’re using the spiral cut. Parting cut? More blade in the slit kinda stabilizes the blade. Probably need finish machining anyway right?
They do but I am trying to use a path to shear the chips because a parting off blade and a saw just wrecks half the gear teeth. It’s almost impossible to polish a 0.113mm tooth. It’s all hand finishing from here and there is almost no margin for error at this point. These are just the gears. The pinions are next.
Oh I see. Did you use a mini mill to cut the teeth?
Have you tried using sheet brass and thin double sided tape on a face milled piece of aluminum? Made some flyweight links for the steam engine like that.
Typically can’t use coolant.
Have you tried setting the stock deeper in the vise? That’s a lot of material stock out that might be offering a bit of chatter into the cut.
Glad you brought this up.
I haven’t slit any parts on this mill, but will need to in the future. So I modeled a simple part to see how to set up cam. Running your numbers through the cam feeds and speeds calculator, they are pretty fast. Remember, you are basically running a 32mm endmill at 621sfm. Sorry, have to convert for my brain. That’s fast for a paper thin blade. Plus the feed per tooth is the hundred thousandths if I got that right. If I were to slit something today with that blade, I would start at 196 sfm, 0.0005 inch per tooth, 600rpm, which is 1.2 inch per min. Stepover 0.010 inch. That’s where I would start, which might be toward the upper end. The other thing is, I don’t think these machines have the rigidity to do this at high speed. Any misalignment in Z will warp the blade too.
Put a dial indicator on your table and head, push pull to see what kind of slop you have and adjust your gibs, being careful not to reduce jogging resolution. I had to tighten up my 770MX a fair amount, Z was particularly loose. Might have lost a little 10ths resolution but it was worth the time and effort. Make sure all surfaces are wet with oil.
My two cents worth…
Well I was experimenting with the end of the stock until I got down past the center drill hole. Now I’m just going to wait for my order of the optimum tooling to come in.
I will shorten the stick out as much as I can. I was getting good results with the 90 year old watchmakers arbor with brass adaptor ring, using a HSS slitting saw that I couldn’t get quite centered (about .01 runout).
Will report back in a week when the good stuff is here.
Cool, feeds and speeds to come!
For fine tooth cutters like this I start to look at the arch length of engagement to see how long a chip would be (theoretically) to fit into the cutters pitch. This helps when working with gummy and sticky materials to keep the chips from packing into the cutter. From edge to edge I got just over 1mm/0.040" pitch for the teeth on this saw so I would start at 1mm/0.040" of arch length of engagement. That puts the step over at 0.025mm/0.001" to start with. From there i would watch the chips as the cut starts. If the chips are all free cutting increase depth of cut, if they are galling and sticking together, decrease the depth of cut to minimize cutter packing and breakage.
Not a whole heck of alot.