I’m struggling to find a formula that doesn’t stall the spindle in high range. Ive tried peck tapping as well, that helps but it’s not enough. It has no problem in low range, but that’s untenable for any sort of production where I’d have to be switching every part. The holes are drill 5/16, and I’m cutting it with flood coolant. I can thread mill it but one of the reasons I bought the MX was for tapping abilities. Am I asking too much of what’s possible?
Couple things come to mind
What RPM are you using in high? - I have tapped 3/16 in steel in high with rigid peck tapping at 500RPM
It barely did it - pre drill was done with letter “O”
you could try that -= if still doesn’t work go to Letter “P”
also you could just not drill or tap that hole in your part in that OP
make a bunch of parts with no hole or tap - than move to low range and drill and tap all your parts
either have in-process probing to re-index or if possible a stop can be used to rapidly move your parts in and out
Ed
1 Like
I am about to attempt this exact situation. Have you had success or any progress with this situation? Should I even attempt it or just thread mill it and be done with it?
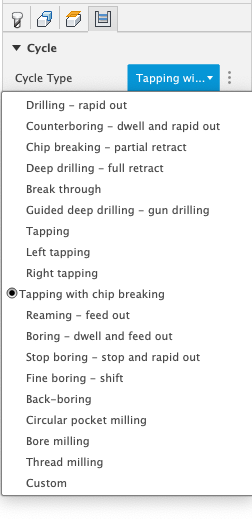
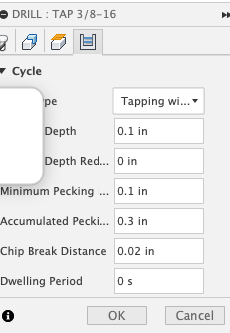
So, I was using a hand tap (straight flute). I bought a 3/8-16 spiral tap and did peck tapping in fusion, 1. peck, .3 accumulated in a blind hole at 500rpm. Worked perfectly the first time.
I’m glad it worked for you.
Where did you source the spiral tap?
I don’t see “peck” as an option in Fusion 360. Would you be willing to share a sample Fusion 360 file?
I’ve done various rapid tapping, but the larger I get, the more trouble I have. I also had a problem doing a small hole that was deep.
I think in high gear, the slowest speed is 525.
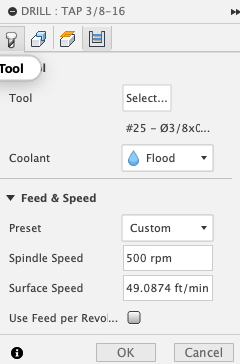
Using this tap: https://www.amazon.com/dp/B09JBCS9T3?ref=ppx_yo2ov_dt_b_product_details&th=1 in a plain ER20 collet holder.
1 Like
If it’s a through hole, have you considered a gun; if it’s a blind hole a spiral flute tap?
So far as I know, hand taps are not normally used for CNC tapping, possibly because the flutes in a hand tap tend to get plugged up with chips.
I tap 5/16 x 18 in 6061. Use a thread former. Spindle speed is 1600. Anything less the machine stalls. Do not use an old tap. Using a 3/8 tap, suggest going with a bigger hole and less thread. 5/16 calls for a .285 hole for 75% thread., I use a .287 reamer gets a .65% thread and have tapped thousands. 3/8 might be pushing the machine.
3/8 x 16 calls for a hole of .347 for 65% thread.
All this based on how deep you are going or are you going through, that is better then bottom hole tap.
Rule of thumb is for max thread is 1-1/2 the tap dia in length.
#8 and # 10 and 1/4 taps use spiral taps with no problem going up to 3/8 deep.
Lastly, get a floating tap holder. Tormach has them for ER collets.
1 Like