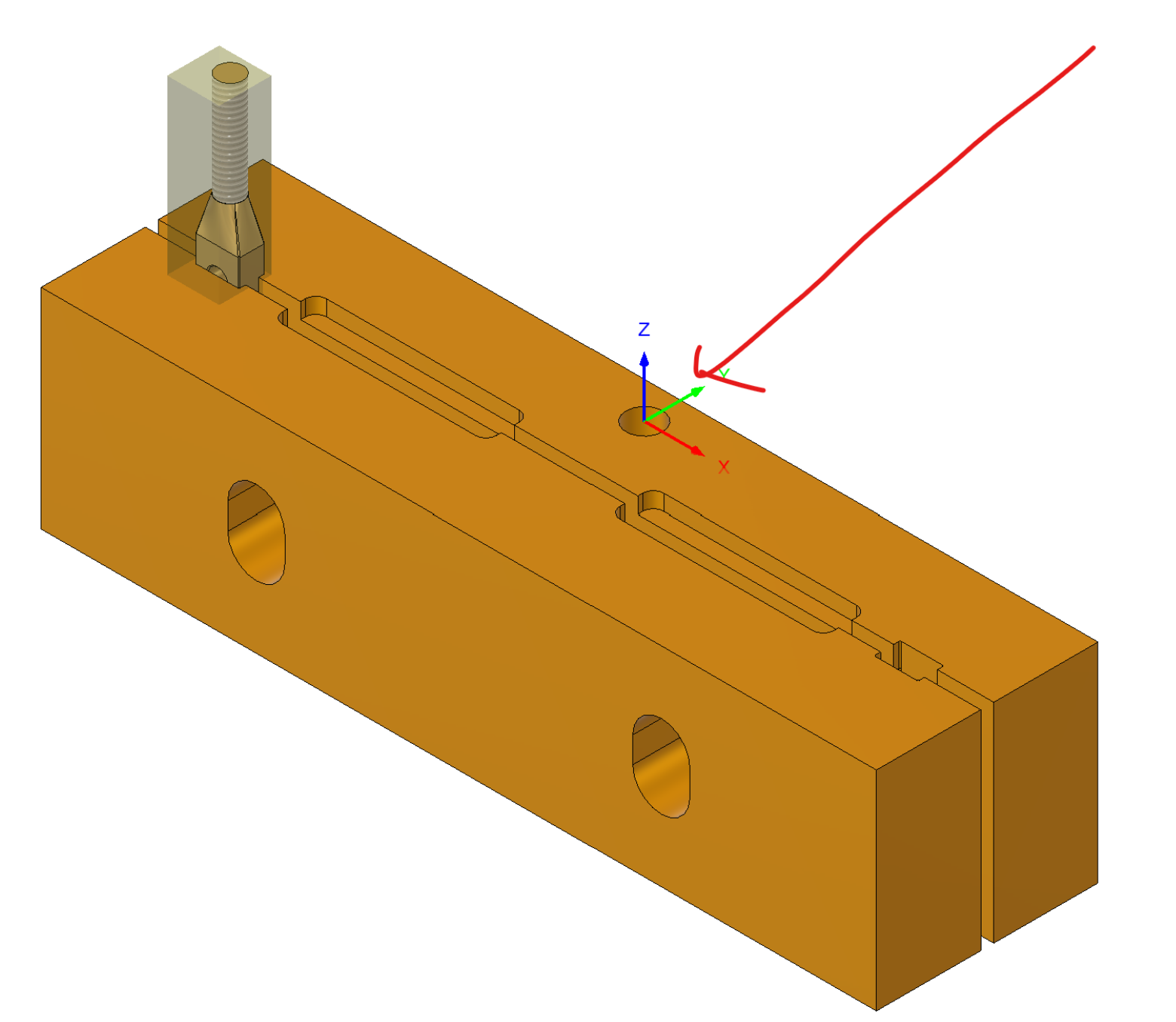
I machined this part and it appears that it is being machined off center in setup3. One side of the part has a flat section (see image below of actual part). I believe the reason is because I added -.008 stock to leave to make the pockets in the soft jaws a bit deeper (see last image). Since G54 is referenced as noted with the red arrow, it seems to me that the model has now shifted .008 in the y direction closer to the G54 reference position than the g-code is expecting and this is causing the part to be machined off center. I realized that instead of adding -.008 stock to leave, I should have modified the model… but realized it too late.
I tried re-running the part and commanded G52 y.008 but it did not solve the problem. I ran this part a few times and once it looks ok. Unfortunately, I lost track of how I ran it when it looked ok. It might just be a coincidence, and the issue is related to work holding.
If that hole is bigger by 0.016 (r =0.008) and you are probing the center of the hole, then your x and y will still be centered. However, if you are probing the bottom of the pocket for z then your z will be off by 0.008.
It looks like you might be intercecting the Contour too low which is causing that step. What happens if you adjust z up by 0.008 and run op3?
Well, I looked at your pictures again and see what you are talking about but my point stands that if you are probing the center of the hole in XY then it won’t matter how much bigger or smaller the hole is.
Thanks for getting back to me. I think there is some confusion here. My question is not about probing. You are correct that changing the size of the reference hole that used to probe for my G54 position would have no effect at all.
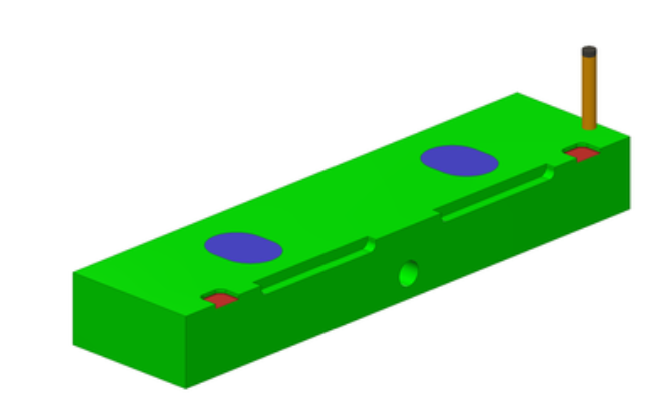
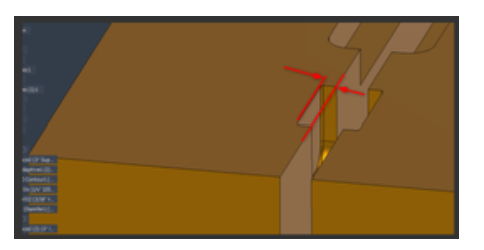
The last image shows the pocket that I milled in the soft jaws. I made this pocket .008 deeper (shown in red on the simulation). Since the soft jaw is laying on its side during this milling operation, milling the pocket deeper results in opening this pocket in the + y direction with respect to how the part is held when milling the actual part. This moves the part in the positive y direction.
When I made the soft jaws, I changed my mind on the fly and thought the pocket should be encompassing the part more, so I added -008 stock to leave. This is a mistake because the g code will not account for this change. I should have modified the model in fusion and machined the pocket again to be more encompassing.
Surprisingly, I ran this part and entered an MDI command G52 y.008 and still got the same problem. Perhaps I am missing something and something else is wrong with my tool paths. I am honestly stumped on this one.
Ok. Now I understand what you are saying. You are right that I misinterpreted which pocket you were talking about.
I haven’t done much with g52 and am curious if you get any different results from adding 0.008 to the y offset directly? If you are seeing g52 y0.008 before you run the program then PP safety block might be tossing that when the program runs?
Thanks Davie. I use G52 all the time when I test running a tool path above the part. Something like G52 Z1 to run the above the part, then I can check it with a 123 block.
Something else is happening here… Just not sure. I am going to run this part again with the reference between the jaws, so it won’t matter. Like this:
This actually would not work because the jaws are not self-centering and probing that reference is not doable.
I believe I found the problem. The sketch was drawn incorrectly in such a way that the depth of the pocket was not the same on both front and rear jaws.
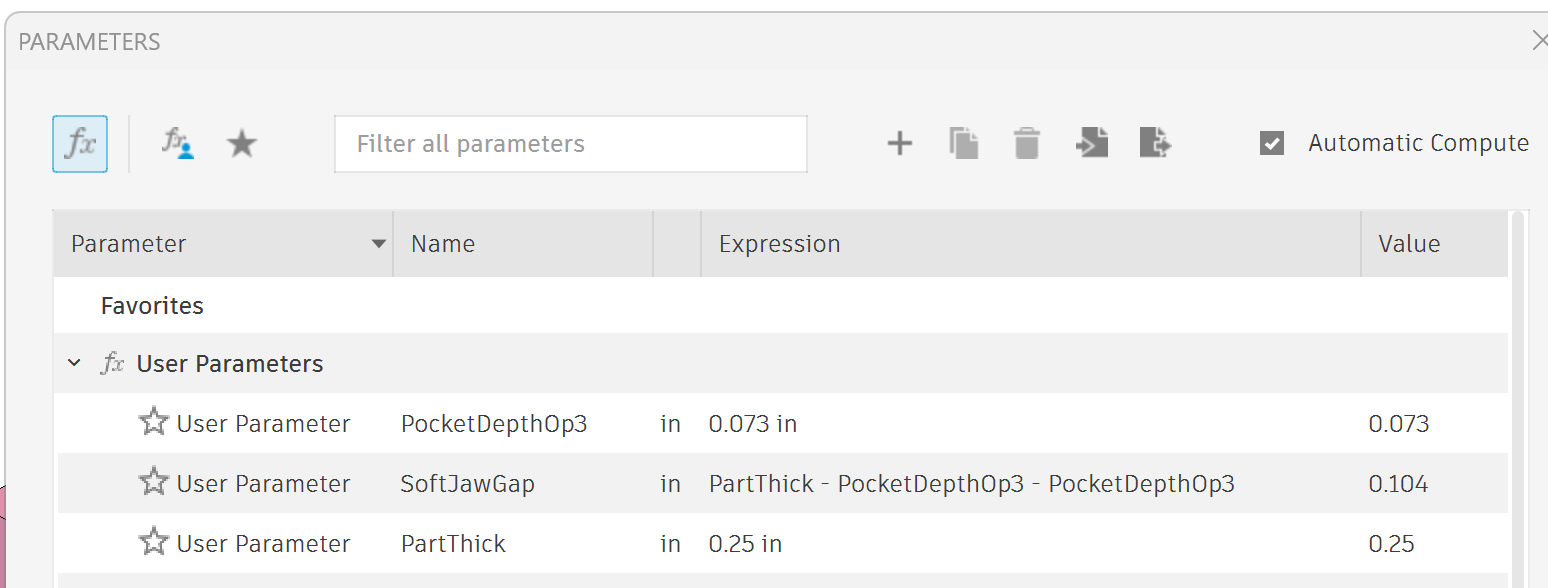
I added parameters so the gap between the soft jaws, depth of the pocket machined in the jaws and part thickness are related. They are now mathematically linked. I probed the actual depth of machined pockets and now the model of the jaws actual jaws SHOULD be the same.
In other words, if the model does not reflect the correct gap between the soft jaws, then the center between the soft jaws will be wrong. Since these are not self centering jaws, the center moves with the jaw gap.