Anyone experiencing these?
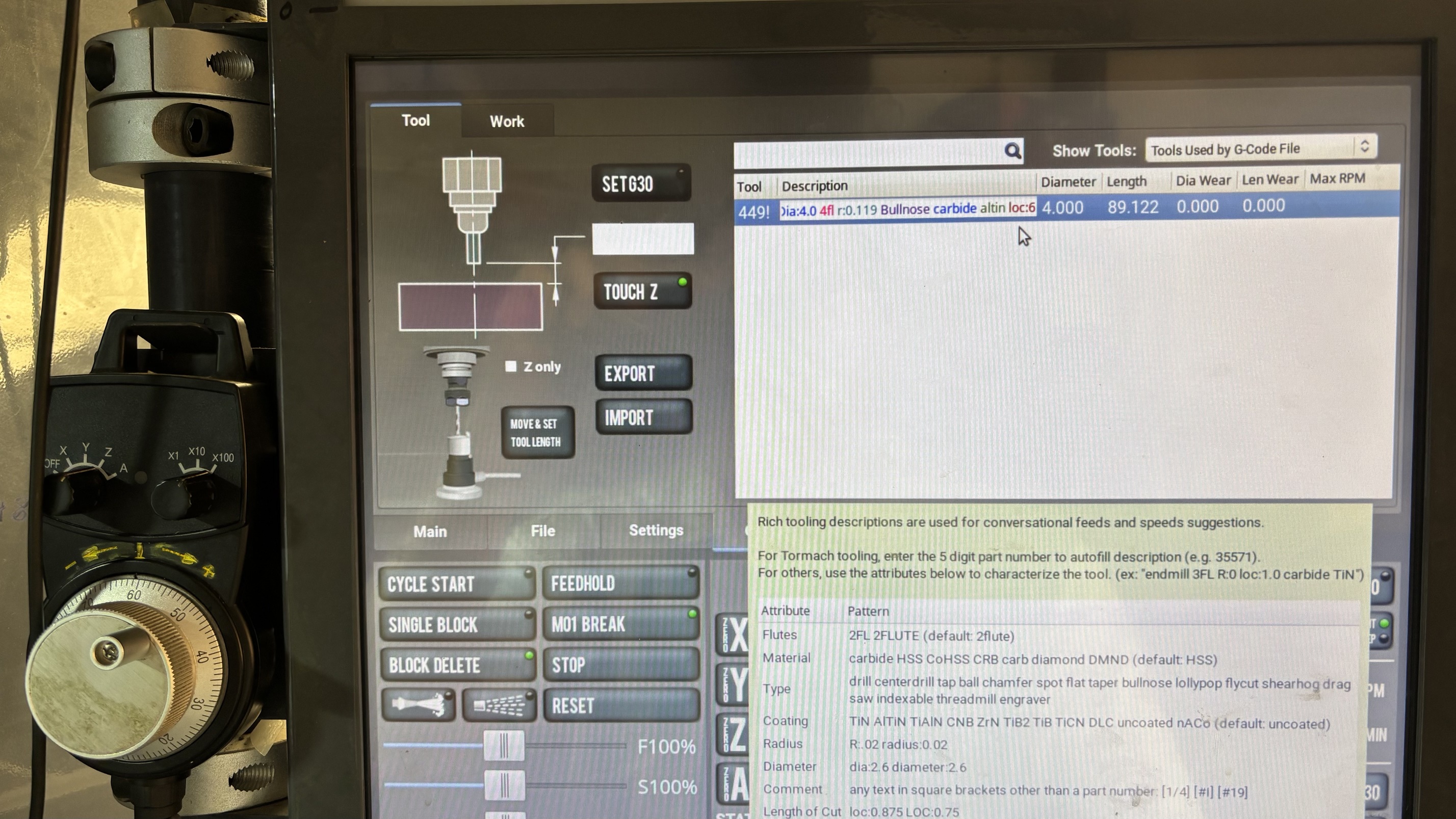
Value entered for diameter wear will multiple by 25.4 creating errors. Video here: https://www.youtube.com/shorts/ugoP08R__iA
Right now I have to enter all the values in imperial even though I work full time in G21. This happened on my PCNC 770 series 3.
Second, I can’t run the check probe tip concentricity in G21, the same function works fine in G20. This feature only available in 1500MX.
Thanks.
Mine is doing this also
It changes it after I go to the main screen.
I rebooted and it was fine. Now I’m running a program and it came back when I tried to compensate for diameter wear. Surprisingly the length wear input is unaffected.
The first time this happened, it broke my end mill and scrapped a part.
I would just adjust the tool diameter in cad for now. That’s what I’m doing.
I’ve been to busy create the script to synch t huge tool tables between fusion and path pilot.
Just chiming in to say I have the exact same issue, running 2.12.0 (I believe… first update where they introduced wear offsets in the tool table). When in G21, I type in a number for diameter wear on any tool and about one second later it multiplies it by 25.4. Length wear (and length and diameter offsets) don’t do this. So for a workaround I need to enter the wear amount in inches. That seems to work but yeah, definite bug.
@Wei_Heng_Tan
I wanted to mention that the G21 issue you are describing is a known issue that we are working on a fix for, however the other issues you have described such as the probe not being able to check for concentricity should not be happening as you have described. I would recommend that anyone having these types of issues file a support ticket from our website at: Jira Service Management and send us a log data file so we can get this patched ASAP.
Does the conversational use wear offsets by default?
1 Like
@Dr_Harold_Jones
The way wear offsets are intended to be used is the machine simply adds the wear value to the regular tool offsets before executing a G41/G42/G43 command. This allows the operator to track how much their tool has worn down over time since the original diameter and height of the tool was determined. Any conversational sequence that uses any of the three offset commands G43 will utilize the corresponding wear column.
Edit: A colleague wanted me to clarify that the conversational programming tabs only posts G43 commands, so if you are generating a conversational program only the tool heights would be affected by the tool height wear collum.
Footnote question.
Conversational doesn’t seem to care about Loc:## at least in metric.
On the tool table if I set Loc:4 on the tool, conversational always sets the cut depth as the entire depth.
Is it known and being worked on?
I’ll probably open a ticket anyway.