New here and to this machine, probe system and fusion so keep that in mind!
My probing operation from Fusion appears to correctly complete and zero’s my WCS accordingly however it is in fact NOT in the center of the bore, despite the controller re-zeroing in X/Y ??
The controller/path pilot probing routines all work consistently without issue, only when I output from Fusion do I see this. I have chased it around in Fusion such as the ‘override driving WCS’ despite only working in the singular G54 (it informs me it will do nothing lol)
Fusion doesn’t ask what to set the forced WCS to so it defaults to the coordinates of the workpiece from the driving WCS. In the post from Fusion check the #<_x_wcs_offset>, #<_y_wcs_offset>, and #<_z_wcs_offset> variables. Try changing those to set location of the forced WCS.
Interesting, I was running a fixture the past couple weeks with G54.1 P10, P11, P12, and P13. I would check the fixture before runs and there was at max a 0.0005 of positional difference.
@Dr_Harold_Jones Makes a good point, have the calibration and compensation settings been loaded into the machine?
Wait, non identical fixtures, are you probing two workpieces? Are you trying to set fusion to compensate for the existing mounted work or are you trying to adjust work to match fusion workpiece layouts?
First I would make a work with the bore diameter and put a gauge pin in it. If it doesn’t fit you need to measure and adjust until the mill cuts that hole and the gauge pin fits with +.002 tolerance.
Two separate workpieces with the datum set in a non-identical bore. I don’t see why I need to set the diameter of the bore? Shouldn’t the probe find center regardless of it’s diameter?
(assuming the stylus fits inside etc…)
I am trying to get fusion to output the first operation of a program to probe the work and ‘reset’ the datum correctly to the fixtured parts, prior to changing tools and running any cutting toolpaths.
I believe they have as every time I run a probing operation from the path pilot controller, it works correctly without deviation. I am unsure if there is another location to update settings I’ve missed.
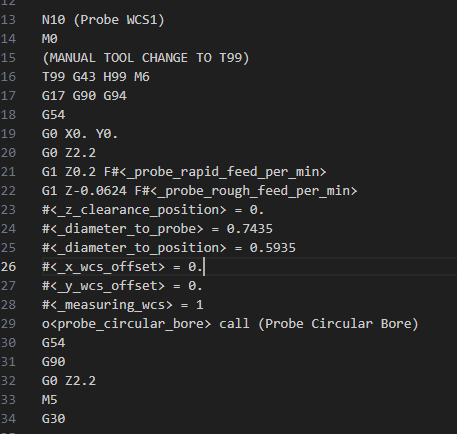
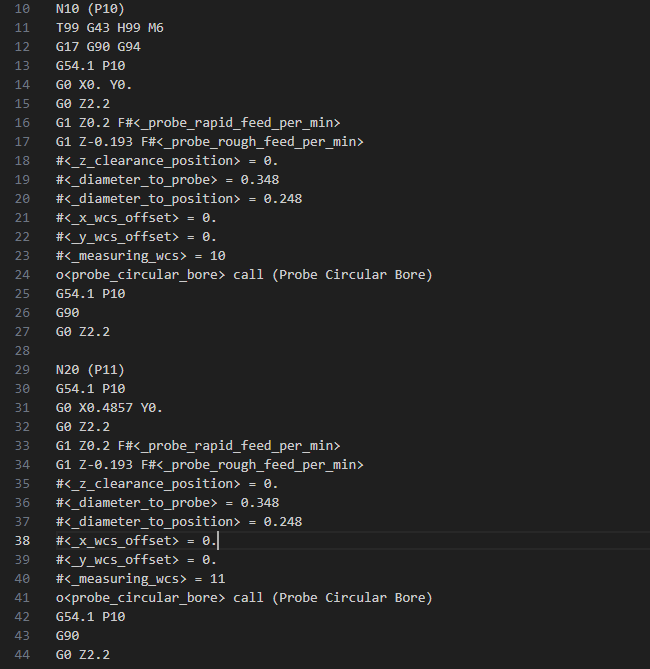
I am actually having issues with running the code below. Picking up two holes of the same diameter, first one works fine but the second one roughs the +X retracts and then slow probes the -X till it over travels.
You are correct that for any wcs location you can probe whatever feature you want.
Let’s say your using G54 and you have set its location to the approximate center of a 1” bore. In your Fusion drawing your part has a 1 “ bore and you use the in- process probing routine to find its center. When you run the program it will reset the G54 to the exact center of that bore where it happens to be, the next part may be slightly shifted, running that probing routine will reset G54 to its new exact location.
Now say you have a different part with a 2” bore whose center is in the same location in the vise.
A different fusion drawing with the 2” bore and similar probing routine is posted and run, same thing happens - the probing resets G54 to the center of the bore.
What you cant do is run the program for the 1” bore with the 2” bore part in the vise
The probe will find the center but try probing it and then turn the probe 60 degrees. Your center will move. I have never been able to get my probe to find the same center after rotating it. Even after running the probe calibration and getting A, B, C, within .001mm of each other.
This is what I had hoped for and anticipated and, unfortunately is not what is happening.
The ‘second’ fixtures bore is shifted by as much as .03 in X and .01 in Y and the controller ‘updates’ to zero after the probing operation, however the probe is physically actually in the same location as the ‘first’ bore (aka the last run parts)