Long story short, I’m a newbe and I’m trying to teach myself how to do mill-turning on a 440. Currently, my biggest issue is work holding. I need to hold a piece of 7/8" diameter round stock in the spindle. The possible solutions are:
ER40 TTS collet holder(for some reason this size and larger doesn’t seem to exist)
A 3 or 4 jaw chuck with a TTS adapter(They have 5C adapters, but not TTS)
A 7/8" ER32 collet( largest I’ve found was 20mm(0.787"), 7/8" would use a 23mm collet)
Figure out some way to hold 5C collets in the spindle(not even remotely sure where to begin on this idea)
Have someone custom make the collet holders or chuck adapter for me(This sounds overly costly to me and I don’t even know who to ask about it)
Personally, I like the ER40(or larger) collet idea the best, if Tormach sold them I would have bought 2 of them a week ago, no questions asked. I don’t have an ATC, however if you did and you wanted to mill-turn, loading up the ATC with ER collets holding your stock seems like it would be a great way to semi-automate the process. The benefit in my case is just a quick change system with less mass/bulk on the spindle, compared to a chuck with an adapter(my 2nd favorite option with the future potential of holding larger things that need to be turned). So, I’m sure something exists, surely I’m not the first to tackle this issue(I’ve seen videos online, but it looks like they are not using the TTS system).
Thanks in advance
Joe
Since the 440 has an R8 spindle I can think of two ways to mill turn 7/8" diameter stock, but both options will require you to muck with your power draw bar tension (if you have one installed)
Yeah, I’ve seen that on some videos on the subject. If possible, I’d really like to preserve the convenience of just doing quick change stuff. In the absence of tormach making larger ER holders, I’ll probably try to find someone already set up to make the holders, or modify other strait shank ER40 holders. If tormach machined their own stuff, I’d just pay them extra to make 2 ER40 and 2 ER50 holders. I’m not really sure why they don’t offer those already.
It also crossed my mind to drill and ream out the set screw holders for it, but my only concern with that is the tolerance in the stock is +/- 0.012". Tighter tolerance stock is available, but cost about 4-5 times as much. That’s also a reason the collet idea seems like the best route with the chuck in 2nd place because of mass and bulk.
I sincerely appreciate your input and suggestions though, thank you.
I also just discovered “modular collet chucks” which, it looks like it’s the ER collet holder portion that screws into a TTS adapter shank portion. I don’t know if I can find modular ER collet holders in 40 and/or 50 somewhere else with the M8 to M12 threads of the TTS adapter shank portion, but now I’m researching that as well.
I make a lot of my TTS tool holders, even the ER collet holders. I kinda skimmed through the exchange of ideas here and i didnt see the option of making a 3/4 shank onbyour blanks and loading rhem directly into your collet. Make the shank 1.5x collet diameter in length.
Yeah, I’m looking into having ones made now. I’m brand new to all of this(10 months ago I didn’t know what an endmill was) so I don’t have the knowledge skills and abilities to make these(yet) and have not been able to find a place willing to make them so far(because I’m new, I don’t know all of the “go-to” places/people yet). Bill, if you would be able to, and are interested in, making the holders(at a fair price) I would gladly pay you for them. If not, would you be able to point me in the direction of someone who would?
Thanks,
Joe
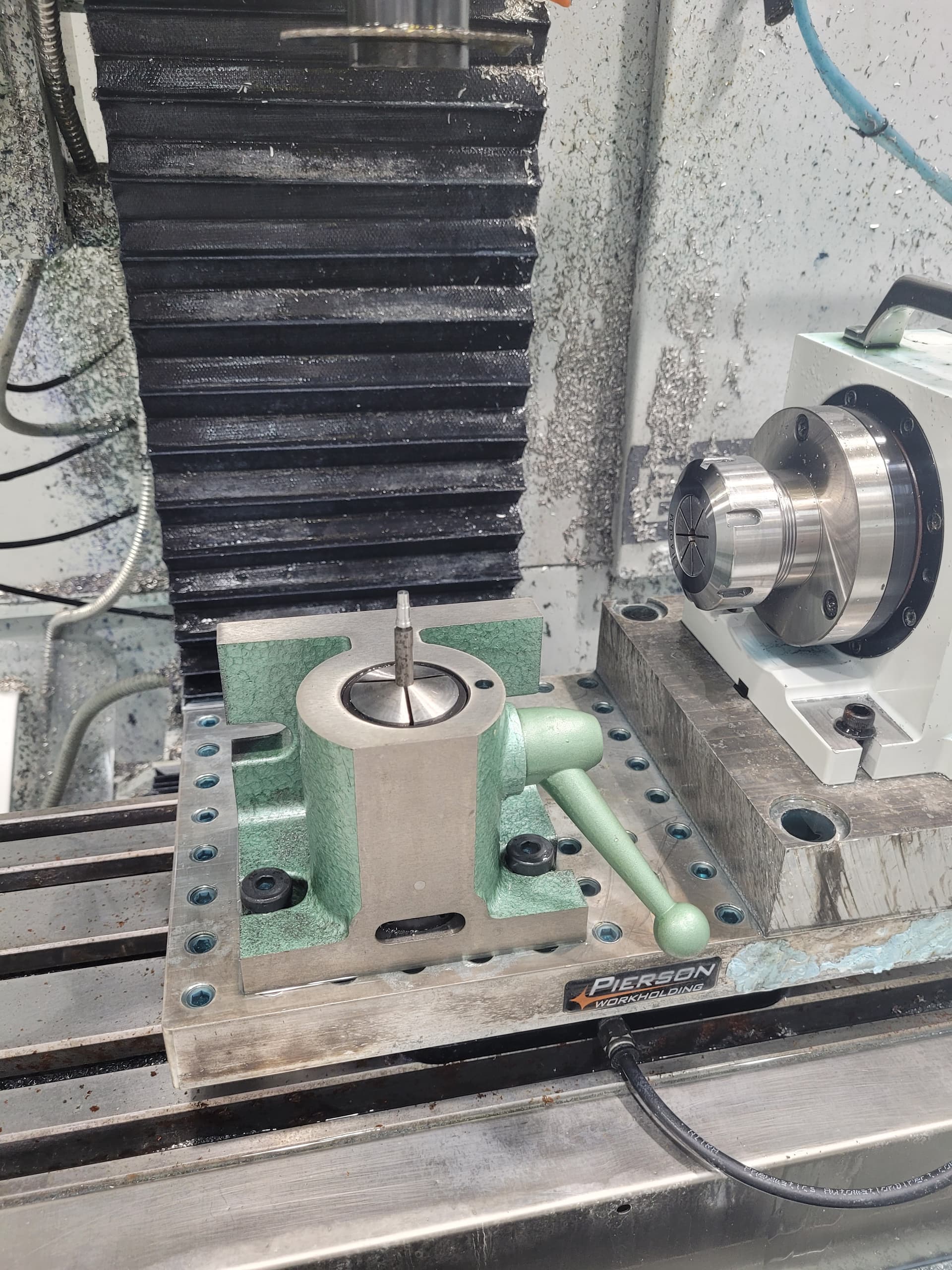
My approach for what I think you are doing is to use a 5C collet block and mounting the round stock vertically from the mill table. I can then mill around the part, or through the center. These are not too expensive, and it provides a good way to mount round stock vertically.
I made a part over the weekend for a clock using the 5C collet approach. Here is a photo of the part in the collect and the final part. There are advantages to hold the stock in the spindle, but I love this approach. You can use the ATC, and it is straightforward in Fusion.
Yes Sir, that’s something I plan to try also. My part has a slight undercut in it(about 0.050" deep about 0.350" long). I plan to try a double angle flat tip chamfer mill. The issues I think I will run into are that I’ve heard a lot of people say that you get more precision and a better surface finish from turning parts like this. I don’t know if that is true or not. I have played with milling it(like your part) in Fusion360 and it looks like it’s going to take a while to run(about an hour-ish). I’ve also played with turning it in Fusion360 and it looks like it will take 10-15 min to run. At some point, I will probably try both just to see what happens. It would be cool if the 4th axis attachment acted as a lathe spindle and you could run live or static tools in the spindle, but I’m sure there are a bunch of problems to solve to make that work well. Anyway, I really appreciate your input.
Thanks,
Joe
Yes, it can be time consuming. Good news for me is I do not a lot of parts. I do have some larger brass parts I am about to try in this same setup which will have some large undercuts. Once I do those, I will reply to your thread with a link to a video on it. They are ideal for this because I they need a long accurate central hole and some off center thread holes. Good luck on the milling.