Assuming I bolt a plate of steel to my mill table and then drill all the holes, tap them, mill the top flat and finish with a couple nice fly cut passes. Assuming the cad program was perfectly laid out and all holes are exactly the same distance apart. Is there any difference between this and a several thousand dollar plate? To my mind I should end up with a perfectly trammed square surface (until it is removed) just like an expensive aftermarket plate. I am aware that it will have to be slightly smaller than the table travel to get the whole surface.
Well, tolerances stack up from the table up through your work holding so typically you would want to make your work holding and tool holding more precise than the machine you are working on. So, part of this boils down to what your desired precision is.
The challenge I saw was that the fixture plate as you said has to be smaller than the table so if you plan to use a 4th axis or any additional fixturing you can’t take advantage of available real estate outside of the work envelope. I bought a Saunders fixture plate for $1200 I think it was worth it.

I made my own fixture plate out of aluminum for my home machine. There are no rules that say it has to be the same size as the table. If you fly cut it with your machine you guarantee it is truly perpendicular with your spindle. No need to be overly anal about it. Machining is a dynamic not static process. There is no way to factor machine flex, tool pressure, and many other factors that create an out of tolerance condition. Offset your tools to take less than what you need and sneak up on tolerances to find out what works on your machine with the tools at your disposal to get the outcome you desire.
1 Like
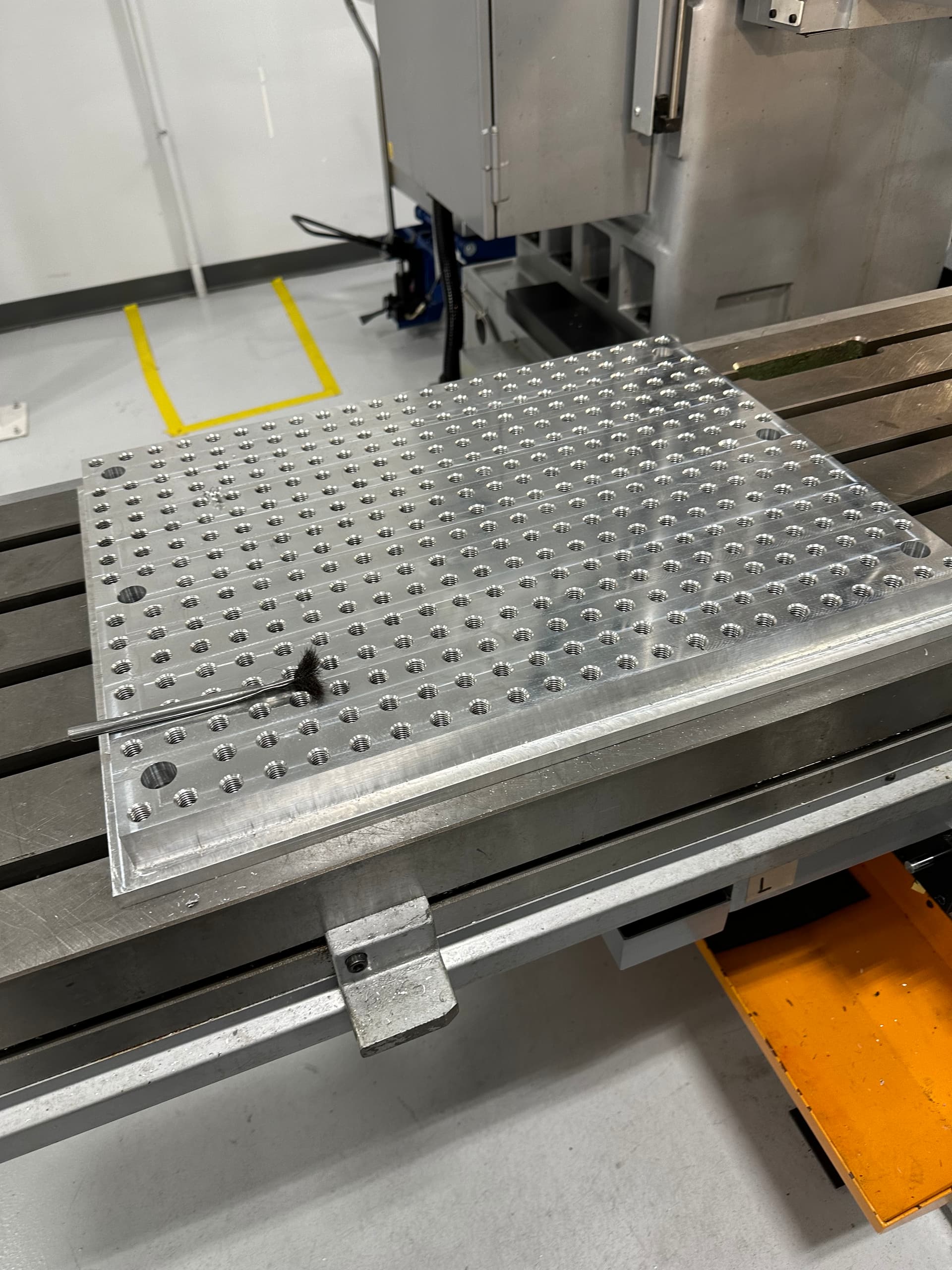
I am currently making fixture plates for all of the machines at my work. They are a very nice addition to any machine.
1 Like
@Dr_Harold_Jones here is a video of some things you might want to avoid if you are going to attempt this project…
1 Like