A while back my brother had asked me to make a tap for him that I finally got around to making a couple weeks ago. He works* at a limestone mine and have some piece of equipment that they have TPU plugs that they put into a tapped hole regularly, but a ton of gunk gets in the threads and the plugs get destroyed easily. Since they are just cleaning out the gunk and I didn’t need much in the way of cutting geometry I figured it wouldn’t be too hard to make something passable.
I had him send me one of the plugs to measure the thread and ran into the first snag right out of the gage; the plug didn’t match any standard threads. The pitch was 8 TPI and the OD was right for 1 3/8" but root diameter of the threads was too shallow to match up to anything close to what was in the charts with my thread wires. I went over to a friend to check with his comparator and thread mic’s but still wasn’t able to find anything concrete on what thread it was. As best as we could tell the manufacturer at least didn’t make a unicorn thread, they just truncated the thread profile; likely to make manufacturing easier since these plugs were injection molded.
To test that theory I turned a test part with 1 3/8" male threads and shipped it out to Jon to test fit, and after confirming that it threaded in without issue I started working on the actual part. I ended up using A6 to make the tap, I wanted an air hardening steel and I just happened to find a bar of that grade in the right size vs A2 when I started searching through eBay. I machined 6 flutes into the tap, that number was chosen fairly arbitrarily and I put a 1" square and 1/2" socket drive on the rear side. The order of operations ended up being:
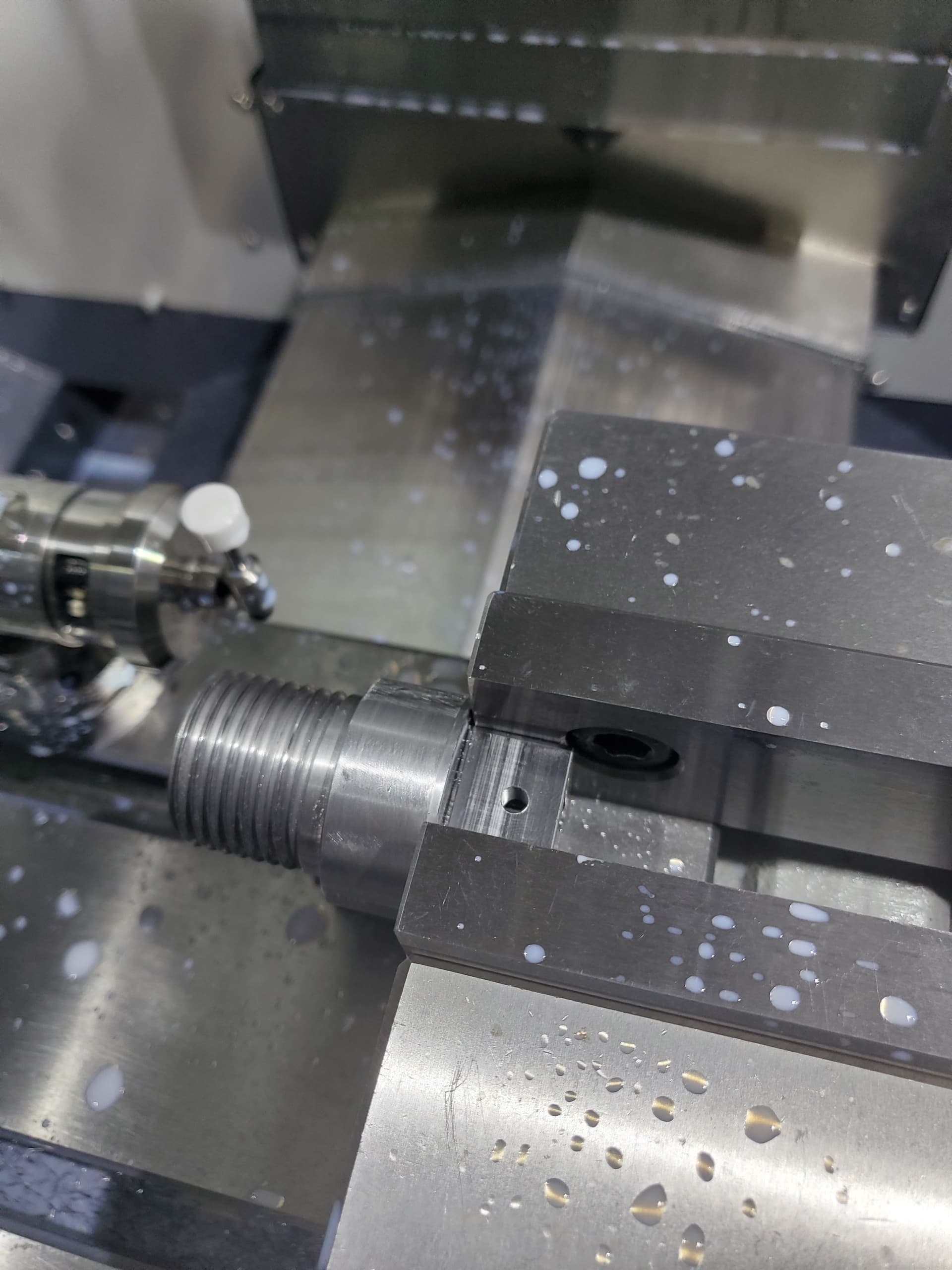
Lathe op on the 15L to turn the OD and cut the threads
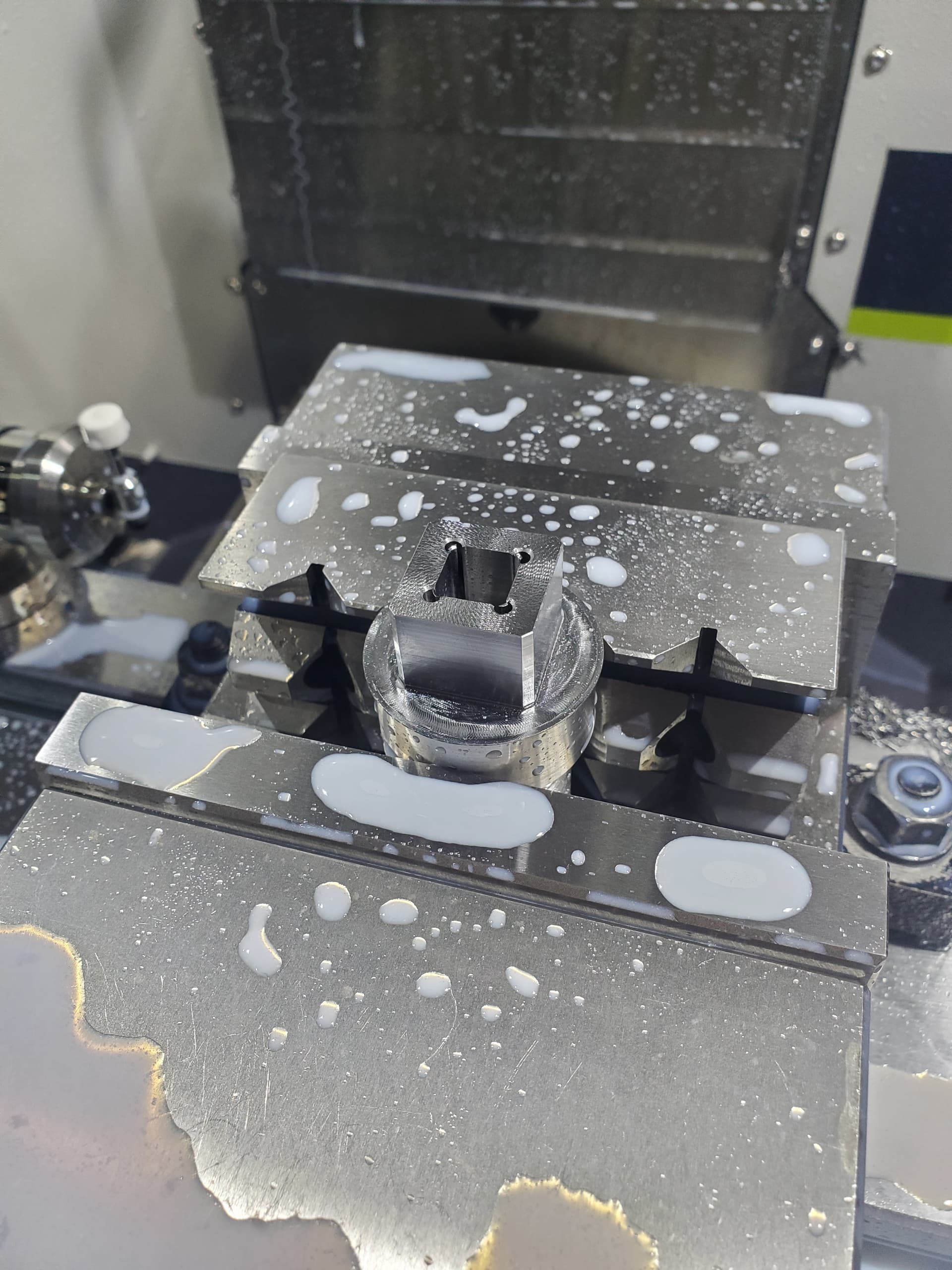
Mill op on the 1500MX to cut the flutes with the 4th axis
Mill op on the 1500MX to cut the square and 1/2" drive pocket
Mill op on the 1500MX to drill the hole for the 1/2" drive detent
After all the machining was finished I took the tap to one of the makerspaces in Madison, Sector67 and they let me use their kiln to heat treat it. After a few hours at 1600 deg F and tempering testing with hardness files put it right at around 50-55 Rockwell, which should be plenty good for the purpose.
A few pictures during the machining:

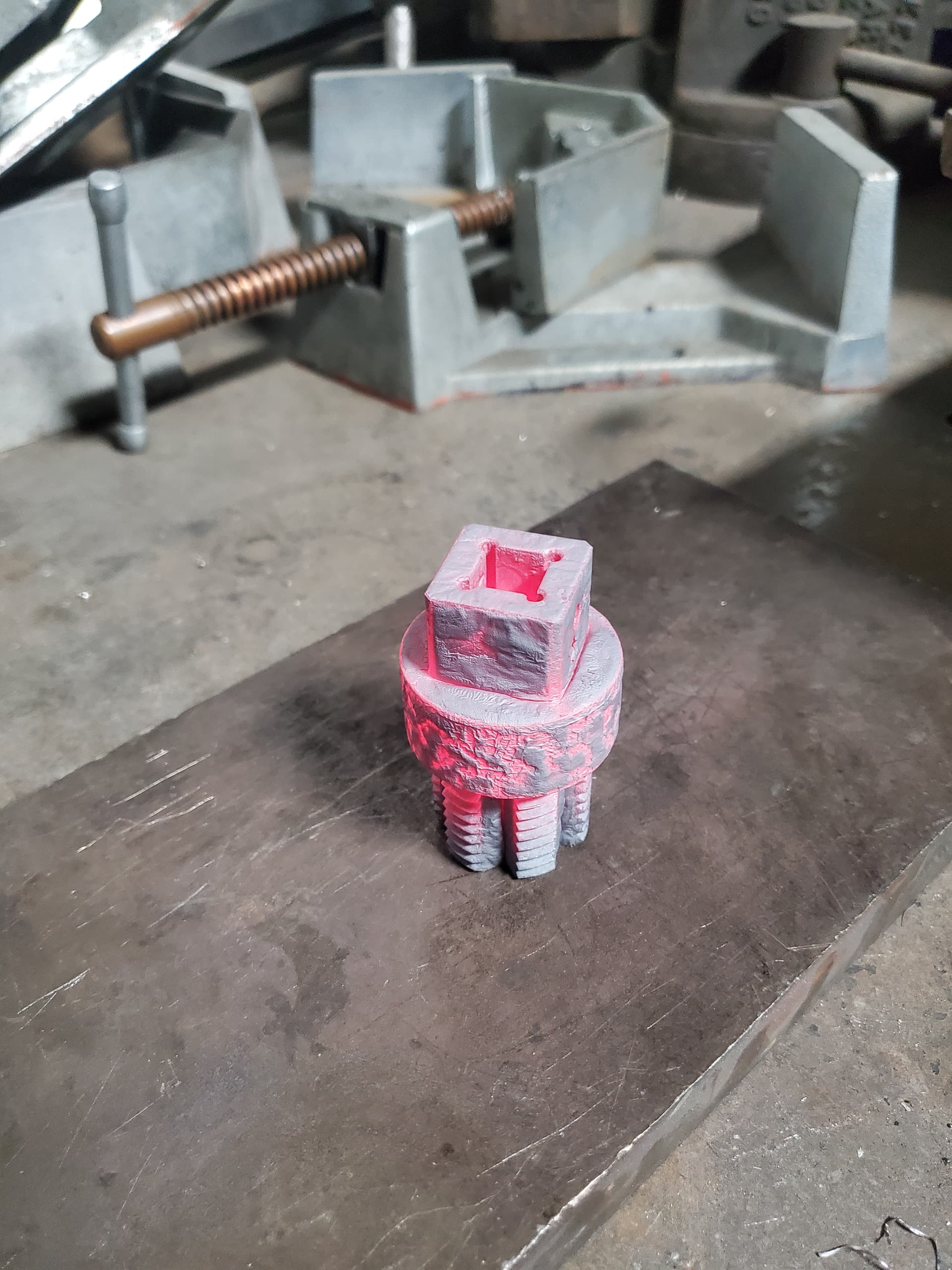
*the day before heat treating the tap, my brother got a job in a completely different industry, so now I have a fancy desk ornament ![]()