Just setting up my 1300PL and was wondering how others do lead-in and lead-out to prevent divots along the cut line when cutting with the plasma CNC?
@livinglightshows The PathPilot team is working on adding lead in/out moves to the DXF import tool, but it’s at least 6 months away from release. I believe that most customers are using CAM systems that allow lead in/out moves to be programmed in CAM. I know that SprutCAM and Fusion both do a good job of this for plasma tool paths. I’ll reply to your Vectric questions in your other thread.
Okay, I will use Fusion for CAM rather than the DXF import tool for now. My biggest issue with that workflow was that the free Fusion does not support importing DXF/DWG files that I draw in AutoCAD (I don’t think…)
@livinglightshows I know I am late to the party here but I found that excluding lead outs on the plasma table worked well when cutting holes out. With lead outs enabled on these holes the torch would error because it lost the arc.
Hey @livinglightshows,
I realize this is pretty old, and frankly, I’ve never used a plasma cutter, nor have I played around with the pathpilot plasma software, but…
I think the machine is controlled by Numeric Control Code (NC Code/G-Code). My old Series 2 1100 Mill has a handy text editor app that allows me to make quick changes to the G-code by ‘hand’. If you have a similar feature, you could add your lead in by hand. It’s a little tedious, but once you get the hand of it, it can be pretty quick, and the graphical interface on Pathpilot makes it easy to catch mistakes.
I’ll use an analogy for the mill, where instead of turning the plasma cutter on, a cutter would be plunging into the material. ‘Find and Replace’ the Z plunge location. Before it, there should be some form of rapid (G00) to the X/Y location where the cut starts. One line above that, move the cutter away from the cut path (on the correct side of the cut line, and however far you need to prevent the divots). Then perform your plunge (plasma on) and feed cut (G01) back to your initial X/Y locations.
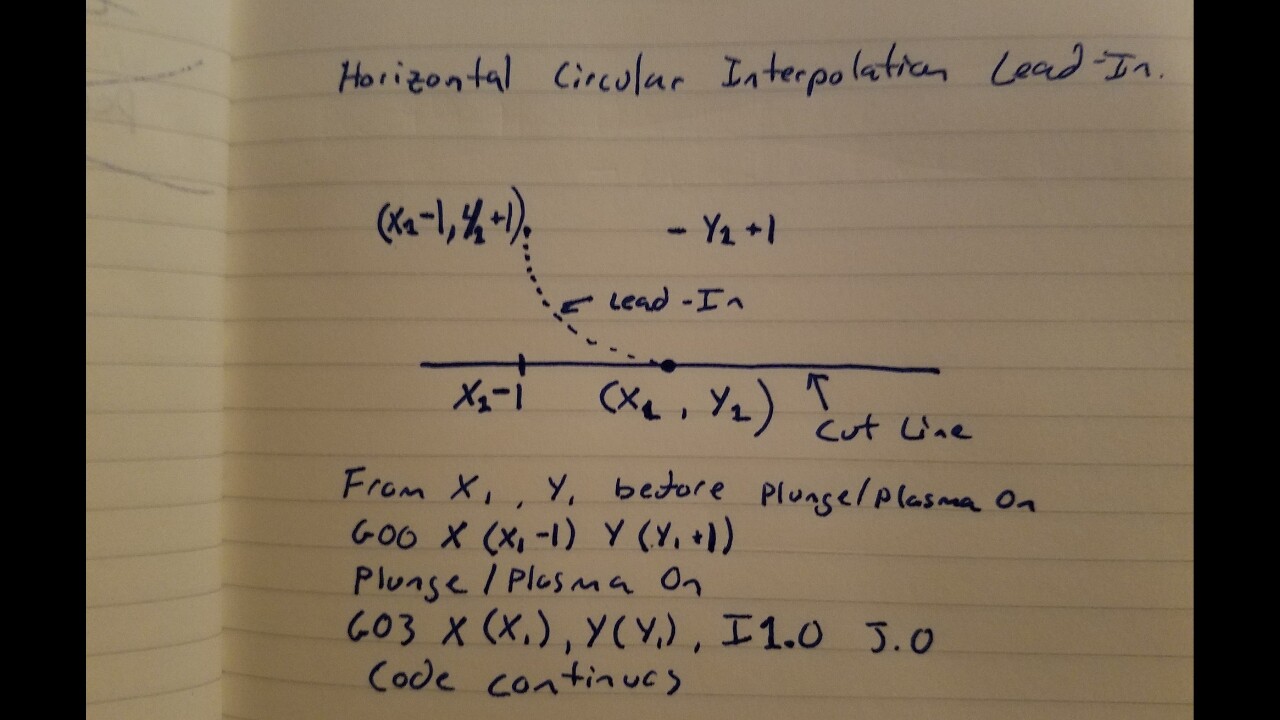
Doing this in a tangential fashion is possible too, but harder if it’s not on a horizontal line. If the starting cut line is horizontal, you can use a G03/G02 circular interpolation to make a nice tangential approach. I sketched out what this looks like:
NC/G-Code is one of the simpler ‘programming’ languages out there in my opinion, and little quirks like you described are solvable with some hand coding…and a little time…
Cheers, and good luck with the Plasma!
-KS