I wanted to comment on the 8L tailstock and see if anyone was having the same experience.
1st the tailstock spindle was too short. When using a center the tool could not start at the end of the work as the carriage hit the tailstock. Tormach’s solution was to send me a longer center. That was just sufficient to allow a cut to start at the end of the work, but just. The tailstock thread was only engaged by 1 or 2 threads, the clamp was to close to the end of the tailstock spindle resulting in tailstock spindle deflection on a .020 cut on a 1 inch dia HRS. Really bad deflection. The other problem was chatter. To get a smoot cut, I had to reduce RPM by 50%, increase feed rate a bit. This was with a diamond carbide, .020 rad, .005 inch/Rev on a 1.25 diameter. I also found both tailstock clamps had to be tightened super hard.
My solution was to to make a new tailstock spindle. The original one was 5 inch long. I made a new one 7 inches long.
The result was that the chatter was eliminated on the same cut, same material by 90%. The deflection issue was also almost eliminated. Full engagement on the treads inside the tailstock, the clamp is now able to apply pressure equally on the spindle not just to the front.
The remaining issues are still design. If this was a hobby lathe it wouldn’t be an issue, but it is a CNC lathe and rigidity is more important. Tormach positioned the tool post as far to the left as they could to be able to turn the largest diameters, the result is that the tailstock spindle is extended beyond effectiveness to actually support the work. the 22mm diameter spindle is too small to be out 4 inches and the clamp is unable to properly hold it.
The solution is that a bigger, more ridged tailstock is needed. The tailstock needs to have the top section 2 inches longer toward the chuck, the spindle should be 2 inch diameter which would allow a #3MT for a more ridged center to be used and the clamp should be a double clamp not just the top side clamp. Trying to turn a 1.25 diameter shaft x 7 inches long into a new tailstock spindle was almost impossible. I have 20 years in a jobbing shop so tons of experience turning as well I have 33 years teaching. Nice lathe, but the tailstock is disappointing.
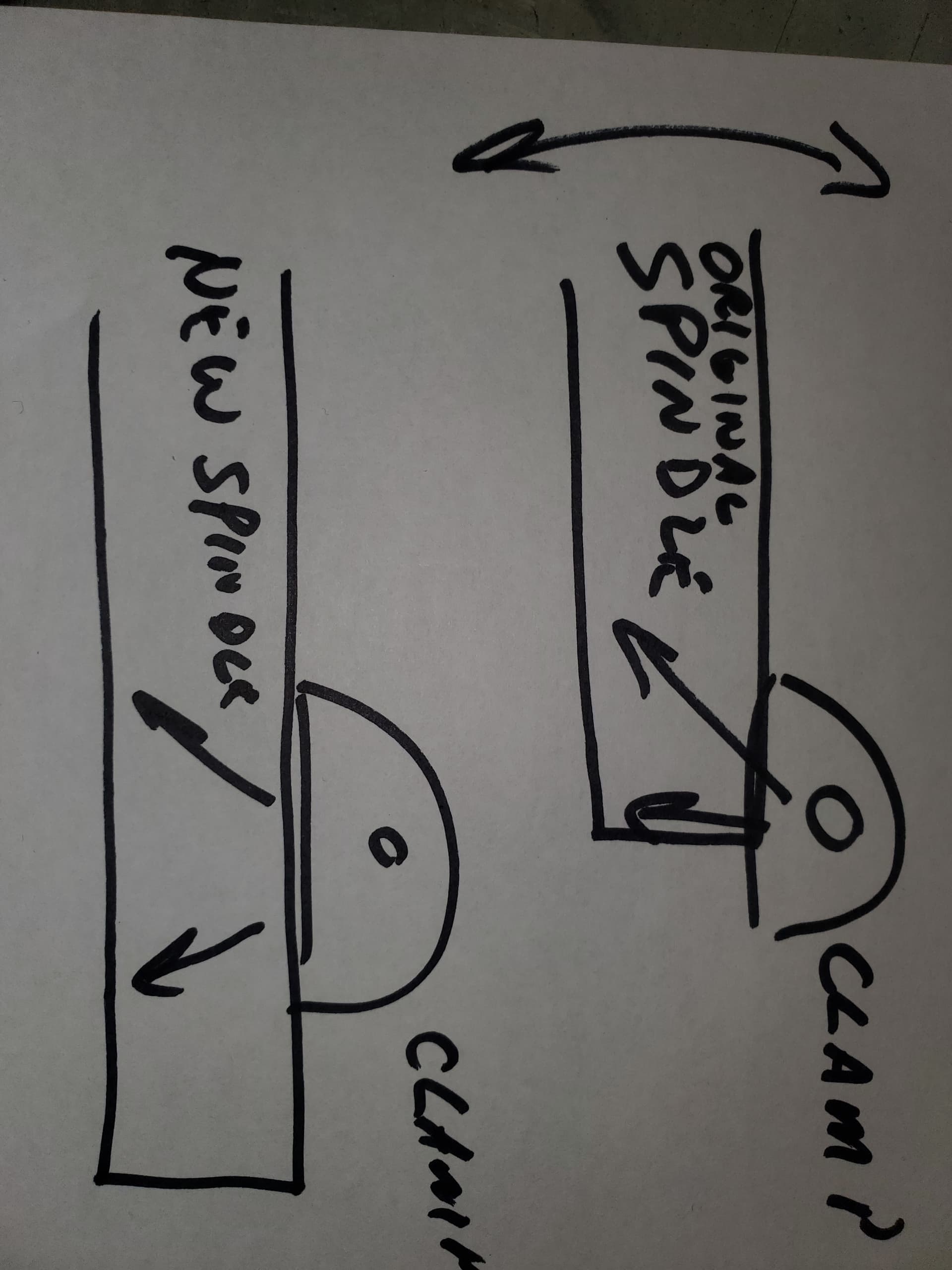
I have included pictures to show the turning setup with the new spindle. The original spindle is sitting on top so you can see in the same position the clamp would have limited holding power. There is a old school hand drawing showing how the clamp applies pressure ineffectively and how a longer spindle works better.
There is also a picture showing the chatter with the old short spindle.
I looked at this issue when testing to determine the maximum length of stock I could run between centers. I needed to understand this when designing part models around the limits of the lathe bed. I concluded that when I needed tool reach end to end I would fab or purchase a custom plate similar to ones used for gang tooling. Mount this to x axis and position a tool holder on both left and right side of the x axis. This was my solution to get maximum stock length between centers and not extend out the tail stock at all. Not clear if this will help you in your setup. It was a solution I decided to keep in mind when I needed to use the entire lathe bed and squeeze every inch of capacity it had. Anyway something to consider. Most all tools I use have different limitations. And I try my best to creatively work around them.
Sounds like more work than extending the tailstock spindle. I teach high school - grade 9 to 12 and it is really important to keep things simple. I choose the 8l over the 15L to keep the tooling simple and for a teaching perspective manually changing tools on a lathe for beginners seems to be easier for them to understand and the front tool post is far easier to see and access. Oddly I have a 1100 mill with a tool changer and it is better than manually changing for teaching offsets.
If you want more length you can move the Z limit 2 inches further from the chuck. I made a small jig which is just a wee plate that lines up to the underside of the back ways and has 2 holes, one to screw into the original Z limit and for drilling thought to ensure the hole position. I had to use a 90 degree drill and a short tap drill due to limited space. I had to reset the z limits in the Admin menu to 14 inches, but now I have a lot more room when using boring bars and drills so they clear the work. The tail stock still sits fully on the bed so I have no idea why Tormach didn’t place the Z limit where they did.
Back to the tailstock. For very little, maybe an extra $200 Tormach could have manufactured longer spindles. I had a MT2 Reamer, long drill, M10x1 LH tap so even with manual machines it only took 2 hours to make. Cut the key in the M1100 mill. I find it humorous that a $30,000 machine comes with a tailstock that is too short to be used.
I guess I don’t fully understand your problem. I only mentioned a solution to avoid extending tail stock out at all and thus retain a more rigid setup holding stock between centers. Moving limit switches is always an option and pushing tail stock further away from spindle if more stock length is needed. I tend to or try to stay within the limits of the machine as designed. And design models and parts to fit. The other problem with long stock is material deflection. My manual lathe has a steady and or follow rest to mitigate this problem. Not clear how well or if that could be added to this size cnc lathe. This is another reason I try to limit sock length to current work envelope.
Side note: A fully loaded 15l with turret tool changer is around $30,000.00. My 8l lathe cost a fraction of that. I hope that is a typo above
Canadian Dollars? I looked back, $25,000 including tax. There was $1,500 in tooling in that price.
I should have zero problems with 7 inches of 1.25 diameter material held in a 3-jaw and supported with a center. 3/4 inch and under would need a follower. Using my conventional 8" lathe I had no issue with the same part and could rip off a decent cut. Rule of thumb is to keep the tailstock as short as possible, so that wee little guy on the 8L extended out to the max is just not up to the task.
Very true. It is small and not the best solution. Designs are often a compromise and cnc tools often have many. I have a 24r router also and find the lowest spindle speed tricky to deal with at times. But it is more or less normal spec. I mostly make small lathe parts and found an 8l to be a good solution. I have used expensive collet lathes in the past and the 8l is far more versatile. Of course good cad cam is required imho to get the most out of all cnc machine tools.
Agreed: I turn pens and mechanical pencils on the 8L and the tail stock is a constant source of pain, since I extend the spindle to the absolute max and hence encounter the deflection you observe. I’m constantly hitting feed hold, opening the door and reseating the live center, and even that doesn’t always help the chatter.
FWIW, I bought this extender on Amazon and, while not a complete solution, did make things better for my situation (having to extend the tailstock spindle so far out that it causes deflection):