I have MasterCAM and I am good with G-Code but I am looking for a fast way to cut a key way. Should be very basic. I would like to cut a .15x.075 key 4.5 inches long on a .860 diameter shaft using a .125 2 flute carbide endmill.
I tried PathPilot conversational pocket but the result was really poor toolpath generation. Odd that the Y movement is the priority so the program had hundreds of X step overs. What should have been 10 minutes was going to take a lot of time and was super inefficient. No other conversational programs were any good for this. I guess DXF could work but not with an undersized endmill.
Am I missing something?
Easy enough to just write the program in G-code but I want something for student with limited experience to be able to do.
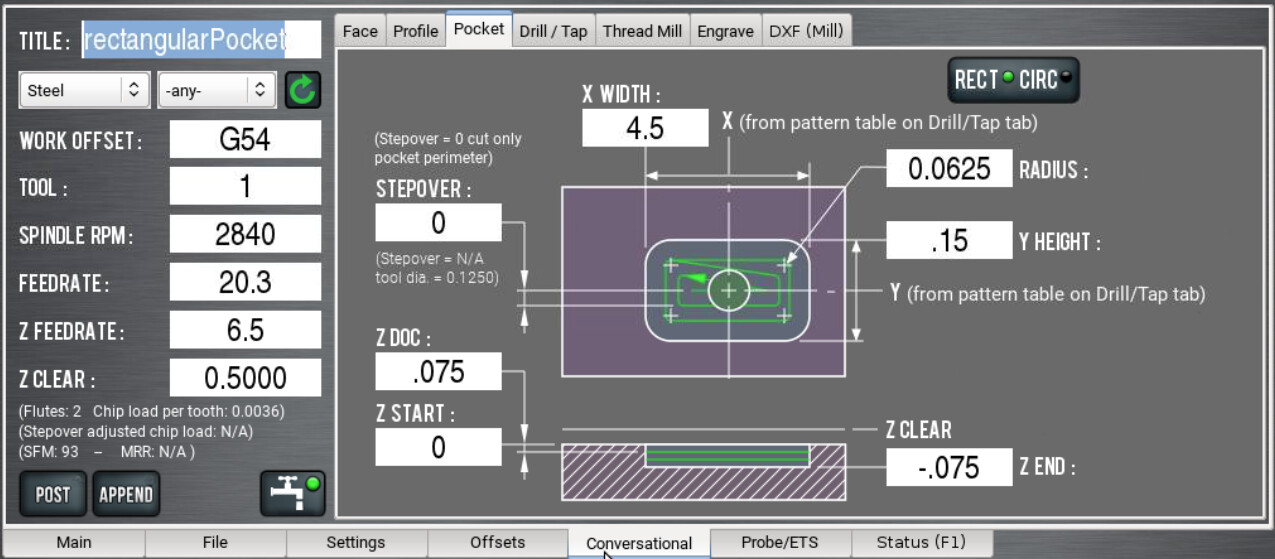
The pocket operation will do what it has to in order to maintain the set stepover. It seems what you’re really after is a slotting operation where you would cut the full tool width for the full length, then come back around to establish your desired width. You can achieve this if you set your stepover to 0. This will only cut the perimeter of the pocket which works in your case because the tool diameter is greater than half the pocket width. Trying this in the simulator results in a toolpath that plunges in at one end, slots to the other end, then changes direction and cleans up the remaining material. I’ve attached a screenshot of the settings I used for your reference.
Strangely, the tool enters in a plunge move but exits in a ramp out. Seems like a ramp in, and straight Z out would make more sense so I’m not sure why it does that.
Yeah, an option for a finishing pass would be nice. I can think of two work arounds for that though. The first would be to set your tool diameter oversized in the offsets tab. Say 0.135 instead of 0.125. That should leave 0.005 on a side. The change the diameter back, re-post the program, and it should clean up the rest. You could also set your DOC to be a thou or two less than the full depth of the slot. That way the program will generate two passes. The first will do most of the work while the second only has to touch up the floor. Given the small diameter tool, the first pass will probably leave a bit of material on the walls due to tool deflection so the second pass might serve as a bit of a spring pass.
another option for a clean up pass would be to post your first program slightly undersized (0.14x.07x4.4) then Append to that an operation with the actual desired pocket sizes. This removes the need to muck with your tool diameters and such. Using conversational will result in a few more g30 moves than you want but you can edit those out manually if you so desire.
If you set stepover to 0.000 the tool only cuts the perimeter. So, you can do a rough pocket setting the width narrower, then add a path for the right width and .000 step over. For example if you want a .500 key do one pocket for a .490 key with a .375 endmill and .000 stepover, add a second path with a .500 pocket and a .000 stepover it will do the key in 4 passes.