Hi guys, I have a large diameter reamer for my airsoft AR-15 project upper receiver, I will use for the bore. The tool has a 3” long x 3/4 shank end, the rest of the shaft is 7/8 diameter, and then a 1 1/32 cutting end. I will use the tool directly in the R8 collet per Roy’s input on the fourm. Thanks, Roy! To make the tool usable, I need to cut about 1” off the 3/4 end so it’s a bit shorter and so it will seat up to the bottom of the R8 collet. This is also necisary for tool and part clearance I need for this tool to work for my set up in the Micro Arc.
My question is, once I cut the 3/4 shaft end will it be necessary to install and use one of the 3/4 shank collars Tormach sells? or Could I just use a standard set screw shaft collar? Or will the 7/8 diameter edge of the tool itself be enough, its a 1/16 step. Hopefully, my question is clear. What im unsure about is if the tool needs to seat against the spindle nose itself WITH a collar or if the 1/16 edge seating on the bottom side of the R8 collet is just as good?
The picture showing the underside of the spindle nose shows the maximum amount the tool will go inside the R8 collet.
BTW: machine is a 1100M with ATC.
Hi guys, I have a large diameter reamer for my airsoft AR-15 project upper receiver I will use for the bore. The tool has a 3” long x 3/4 shank end, the rest of the shaft is 7/8 diameter, and then a 1 1/32 cutting end. I will use the tool directly in the R8 collet. I need to cut about 1” off the 3/4 end so it’s a bit shorter so it will seat up to the bottom nose of the R8 collet and give me the tool and part clearance I need for this tool to work for my set up in the Micro Arc.
My question is, once I cut it will it be necessary to install and use one of the 3/4 shank collets you guys sell? or Could I use a standard set screw shaft collar? Or will the 7/8 diameter edge be enough? Hopefully my question is clear. What im unsure about is if the tool needs to seat against the spindle nose or is that 7/8 edge seating on the bottom side of the R8 collet is ok.
BTW: machine is a 1100M with ATC.



Thanks
Do I need this
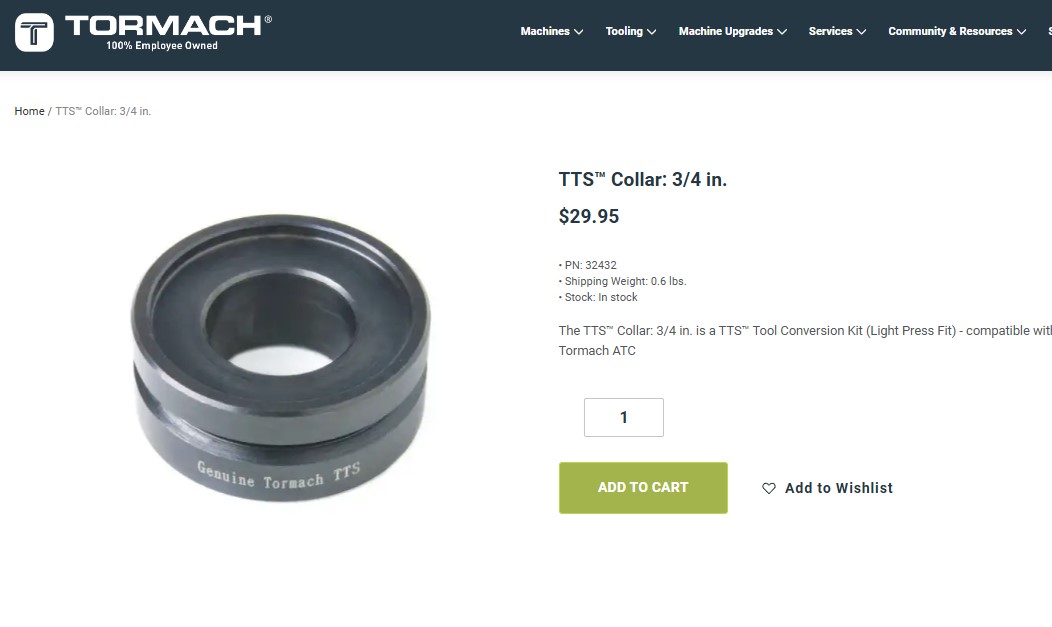
https://tormach.com/tts-collar-32432.html
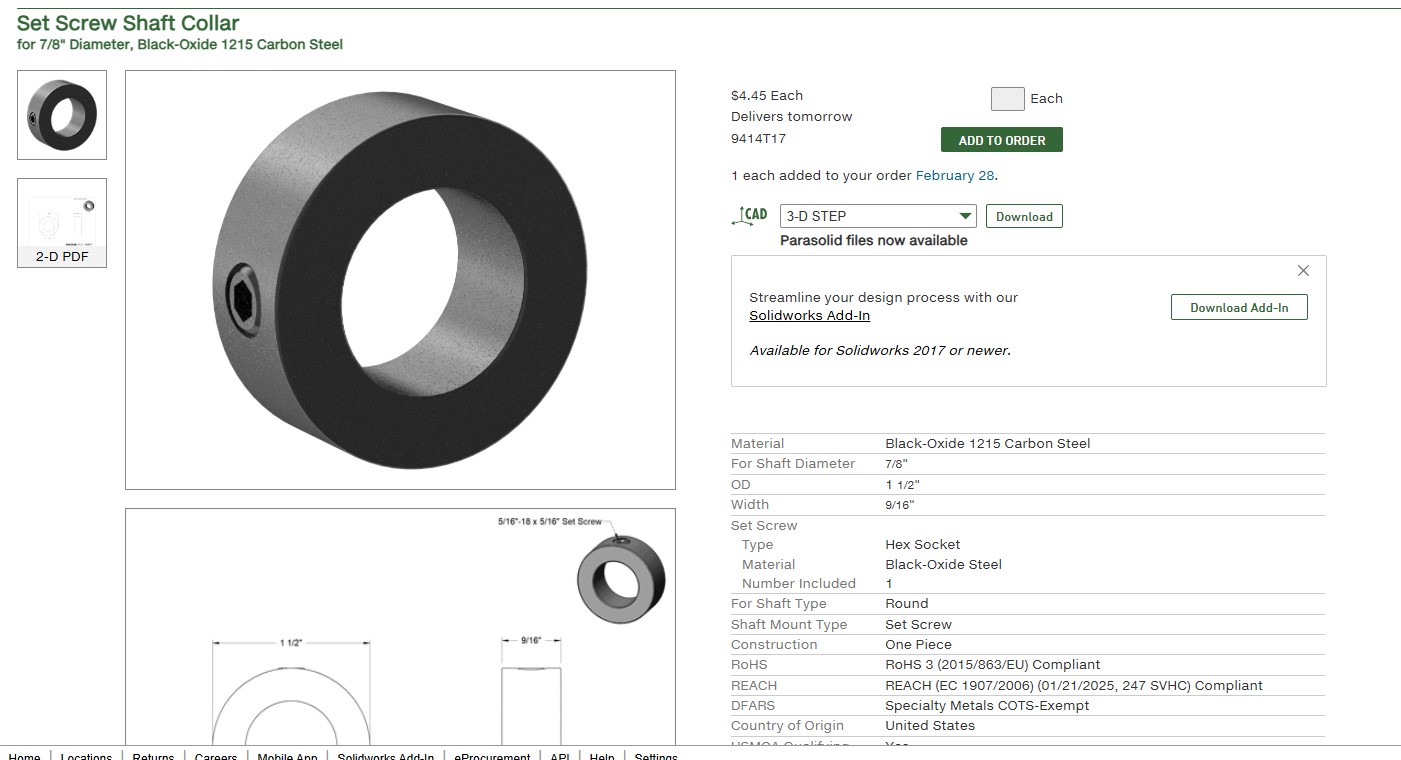
OR can I use a standard shaft collar? I think this is fine and even better because it has the set screw and I can mount on the 7/8 shaft diamter and that is better for me and my set up clearances.