Good evening everyone
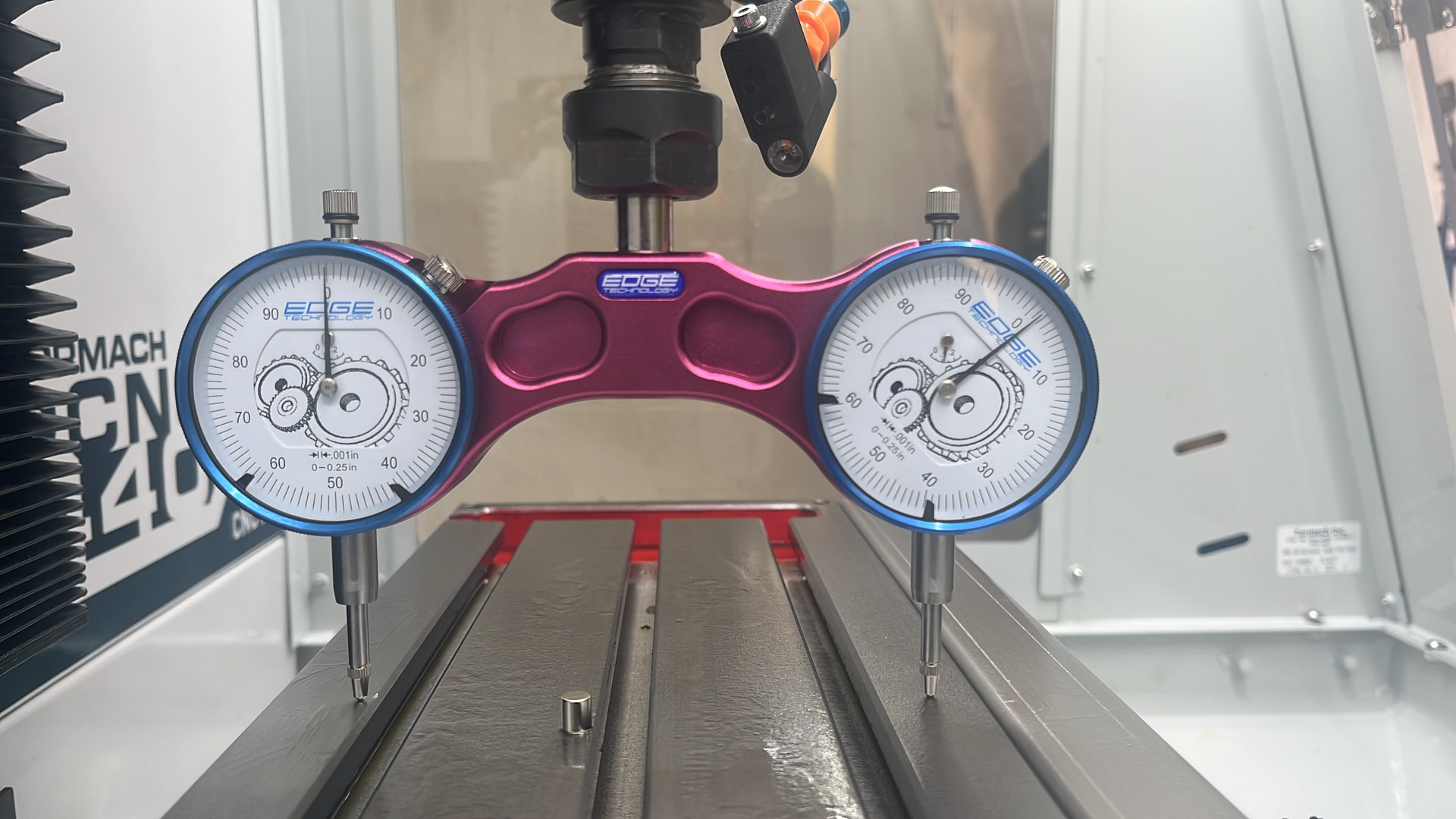
Today I levelled my brand new PCNC 440 on its levelling feet using a Starett Machinist level, I got everything as close as possible then let the mill rest for a few hours before recording the attached pictures using edge techs Pro Tram, straight out of the box and without any shiming of the machine I personally feel these results a quite reasonable…
John Saunders from NYC CNC reckons that a thou across almost 6” is nothing…
What we all think?
Martin
I did not have one of those to validate what I did with the machinist’s level and the shims when I commissioned mine. I guess I’ll have to add that to a shopping list and check mine at some point.
I don’t want to stick my foot in my mouth as I’m not 100% sure which one of the manufacturing tolerances you are checking but this document would be what Tormach expects the machine to be at and is tested for during QA/QC:
Now pull on the spindle or something in the Y direction. May need to snug up gibs etc. Check the table too.
I would expect to see < 0.0015” for Spindle Tram relative to both X and Y table surface. (Inspection G6 in the inspection specification doc. I would want to see less then 0.0005” on the tram indicator. You are going to get a small, raised edge when surfacing with large diameter tools like fly cutters.
1 Like
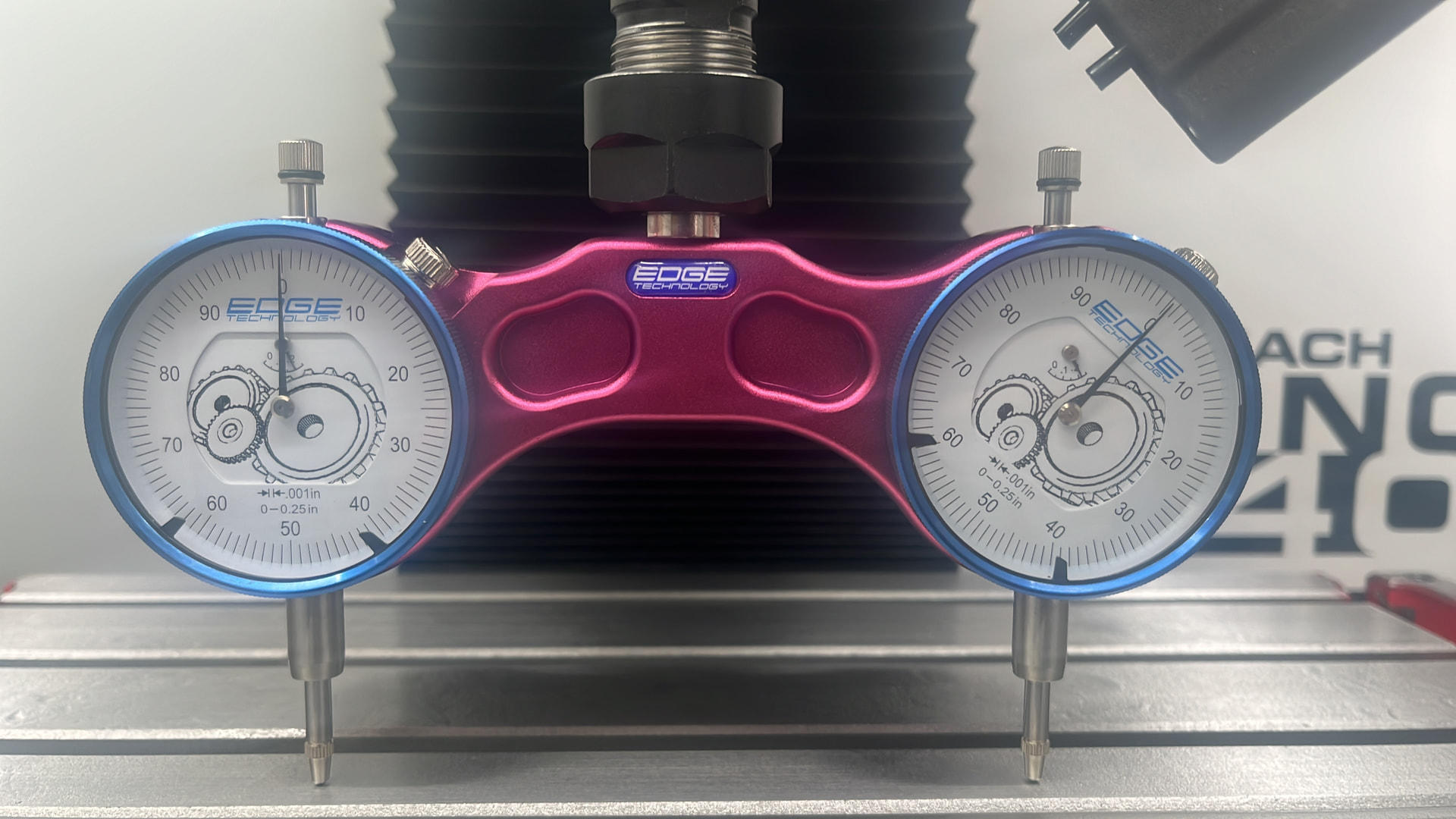
I shimmed the front mount and got it down to almost a Zero on each gauge. I’ll let the mill settle for a little while, still need to check the gibs before I get her making chips…
1 Like