As I get closer to the development cycle of our airsoft AR-15 platform product, I feel like ive milled enough fixture parts now and have become pretty comfortable with the machine and my programming. The machine can handle everything I’ve done up to this point, Ive broken very few carbide end mills ect, but I know Im probably not running that hard.
Next phase will be optimizing “EVERYTHING” for production, and since there is so much surface machining on these parts, machine times are very long. I need to dial it in for speed but more importantly, process reliability so I can hit cycle start and walk away between ops.
Im on a 1100 M. Several of the recipes I use are from SMW Proven Cut, but my goal is to become more well-versed with F&S without the crutch, and it’s making me really learn what Im doing.
So I’m wondering just how balls out you guys run your machines to maximum speed and reduce cycle times of the parts you make? DO you max out the spindle and work from there? I run between 5-7K for most roughing stuff. Do you do a lot or any surface machining? How fast do you run, and do you break tools? Anyone want to share F&S and or Fusion files that would be awesome!
I’m not sure how long your surfacing op is but I ran an xsTech (non pro) for a 3:30 cycle as fast as I could get it to run on aluminum, so if that little thing can run for 3 hours, I don’t see why an 1100 M can’t surface for an extended period of time.
Prep, procedures and regular maintenance. I would be on an automatic oiler for sure, stress test my flood/MQL and any supporting equipment (air compressor) for extended duty cycle.
I push my 440 to run at maximum feeds and then adjust the DOC/WOC/RPMS such that it is at a sustainable spindle load where it won’t stall. I’ve gotten better at anticipating and being vigilant with feed hold when pushing it while testing but I’m at the console and I’m doing prototype/one-offs, so not much opportunity yet for “production”. Evaluate what percentage of max theoretical you can safely run at and then add/subtract to that margin based upon your risk factor and keep a log of that to continue to refine over time.
Spindle power tends to be my limiting factor for wanting to be able to crank out whatever part I’m working on in as reasonable a time as possible.
I would imagine that to optimize what you are doing, if you haven’t already, learning to use HSMWizard and/or Millalyzer would be helpful to calculate max theoretical feed and back it down from there to not stall or break something during roughing and then again with adjustments for your finishing ops to go as quickly as possible while maintaining required surface finish.
Once you aren’t breaking tools or rubbing, tool life is limited by wear and the harder you run them the more they wear. You’ll probably need to setup a tool management system so you can proactively replace tools before they start making out of spec parts or you’ll need to do QC steps throughout the process to identify worn tools.
or.. do what I do which is outsource the production to somebody with much bigger faster machines that does production for a living and go work on the next thing.
I wasn’t necessarily asking about IF the machine could run for long periods, but rather how fast everyone is running their machines. See additional post on my 1/2 tool below
I started looking at F&S wizard and HSM Advisor, which I’m liking better at this point since you can define a custom machine profile based on the torque curves of the machine in the software. Have not done that yet, but plan to.
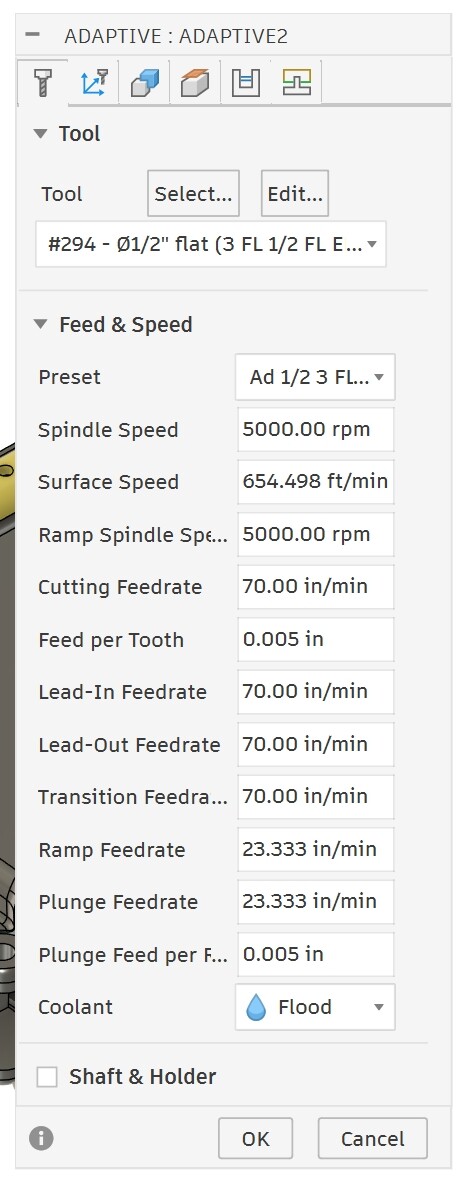
Here is an example of what ive been running my 1/2 3 FL rougher at and its been very reliable. Im running this at .5 max DOC .06 optimal load. Machine time is 58 mins according to Fusion.
How would this compare to what you guys are doing? would love to hear it.
I think thats pretty good. I have a 440. Before I made anything I ignored all the “Wizards” and just would take cuts & adjust feeds & speeds till I felt like I bogging or felt like the machine was struggling/growling. I’ve noticed different end mills of same size vary a little.
I run almost exclusively 3fl end mills on aluminum. 0.5 DOC 0.03 WOC up to 70 ipm feed rate @8k rpm with 1/4 end mill is my rule of thumb recipe. With 3/8 id be slightly lower feeds, probably 55ipm. 0.002-0.003 ipt is where i usually fall. With an 1100 id expect to be double that ipt. I can go faster but with my limited power it can get sketchy. Once spindle starts to bog I cant power out of it. I have run 80ipm & 9000rpm but felt like i was pushing hard. I use to run higher rpm, but recently started running lower rpm to conserve spindle life, I hope. So I know that if im in this ballpark im good. I have noticed at 7500rpm same doc & woc I get lots of vibration & sounds, at 8k harmonics smooth out.
I have a 2 flute insert that I clear @ 0.2 DOC 0.125 WOC 8500RPM 50IPM, comfortably.
If you haven’t done it, go run test cuts & keep notes. All the f&s calculators are a guide. So many variables can skew those calculated values. To know what your machine can run just test, you will feel more confident.
Varies too much for me to say “this is it”. Some of my parts that would be fine, some would get ripped right out of the vise.
Generally I don’t push the machines hard because I use them for prototyping and want them and my tools to last a long while. I suspect most people here are in that same group, although there are probably a few doing production.
For anyone to give you the best and most correct overall advice, I think we would need to know if this is a hobby or a business with even the most basic of business plan and some sort of sales forecasts/pre-orders/etc. If it is the latter, then a business-minded person would take the purchase price of the 1100M and look to depreciate and write it off or structure that as a rental/lease from your personal acquisition to the business entity, same for tools and wear on the spindle/etc. and the math and machining strategy would follow.
The Fusion parameters of WOC/DOC/Feed are an MRR of 2? I had some recipes that might be able to get that on my 440 under some conditions. If it were me wanting to drop cycle time, if this is somewhat steady state roughing, I would clamp a blank to the vise, start cycle and adjust up the feed and speed slider overrides manually to see if you can get through the adaptive at closer to 7000-7500RPMS and 100+ inches of feed before playing with the max roughing depth and optimal load. Don’t have all the parameters but FSWizard says you have more in the machine, but it all “just depends”…hence why your approach of learning how to fish with FSWizard instead of using ProvenCut is the right approach.
I’m not closely monitoring tool wear. I know there is math for factoring that in. The ACE CNC online course is free and I recall some of the curriculum covers that on a basic level.
For additional context, the CNC is to make stuff to modify sports cars on road courses (have also been known to take my motorcycle out there, too).
I practice “mechanical empathy”: maintenance, warm-up the engine, etc but if redline is 7k RPMS on my Miata or 8200 on my M3, if the gauges (oil pressure, water temp, etc.) are reading in the normal, I’m going to use as much of those RPMS as I can, given I have the level of training to do so (I’m an instructor)…I think the same thing applies here…we start out with conservative F&S until we learn how to be more aggressive and what the penalties for aggression are (crashing, tool wear, poor tolerances of finished product) and exercise moderation in where we can get away with aggression and where we can’t…