Hey guys
I have a 440 mill and I’m trying to teach myself to do turning on the mill. I’ve read and watched videos on lathe tooling, but I’m trying to pick out tools to make my first mill turned part(see below). Mill turn test v1.f3d (329.0 KB)
I’m looking at the 3/4" carbide insert holders to maximize rigidity. I know I’m going to need to set up a gang system to mount stuff to the mill table.
I THINK I’m only going to need right handed tools for this part??
I know I’ll need: a spot drill, drill, reamer, parting/grooving tool, a facing tool, and a turning tool.
I’m looking at 35 degrees for the turning tool for this part, is that a good or bad idea??
I don’t know if I need a boring bar or a NH round insert to cut the hemisphere in the end of the stock, or??
Kinda at the point where I don’t know what I don’t know, except that, I know there’s a ton I don’t know.
So any and all advise is appreciated.
Thanks,
Joe
@Joseph_Arledge I am not an expert on lathe tooling so I will only address a subset of your questions.
I am a big fan of the 35 degree turning tools but didn’t check your geometry to see if it will work for both chamfers. At a glance it looks like it would. I usually keep a 35 degree handy for most applications but using something more blunt for the bulk of the cutting since the 35 degree has a skinnier tip on the insert and will take less abuse.
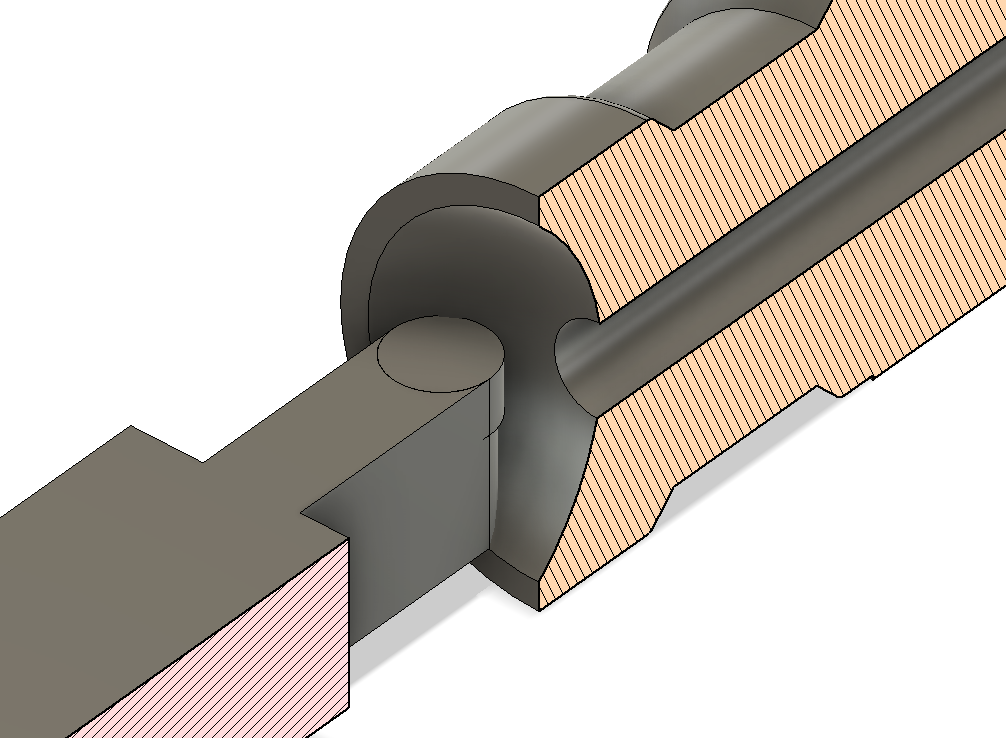
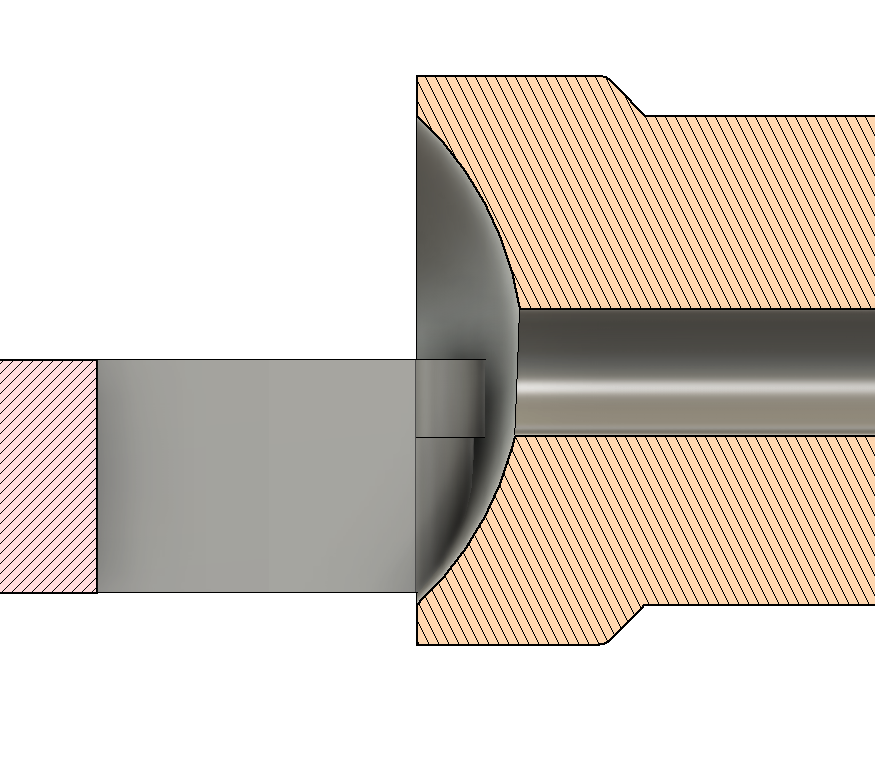
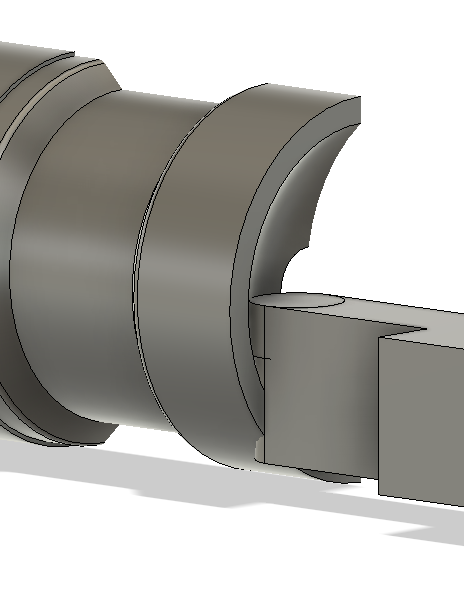
You can not use a round insert for face grooving like you suggested. This is something that I have been struggling with on my own project but, I have a peak in the center so I can’t even use a boring bar. I did a mock up here to show why you can’t use the round insert tool for face grooving but, it ultimately boils down to tool clearance. For my own project I am tempted to grind relief into a round insert tool holder but haven’t pulled the trigger.
For proper face grooving you should check out some specific made tools for the job (if a boring bar won’t work). Thinbit is one company that I am aware of that makes such tools but I have very limited experience with their tools.
Here are some mock-ups I did just to show what I am talking about for tool clearance on a round insert tool. I made this mock-up pretty fast and loose so the measurements on the “tool” aren’t terribly accurate, I was just going for the jist of it.
Thanks! I appreciate the diagrams and the specialist tool company. I feel like, in theory, a small boring bar should work for the face grooving(spot drill>drill>ream>boring bar face groove), but I realistically have no idea. I’ll take a look at the site you suggested.
It seems like the “M” series holders with the insert clamp is not a great choice, since chips/ribbons can get hung up on it?? So I plan on going with the “S” series starting out. Is that solid logic, or am I missing something?