Unfortunately, I find myself coming here to ask for help again. My apologies.
Please see below video link with sound of the harmonics that have recently started coming from my y-axis, and seem to be steadily getting worse.
I am very concerned…
Any help or advice or troubleshooting steps would be greatly appreciated.
Thank you!
Update:
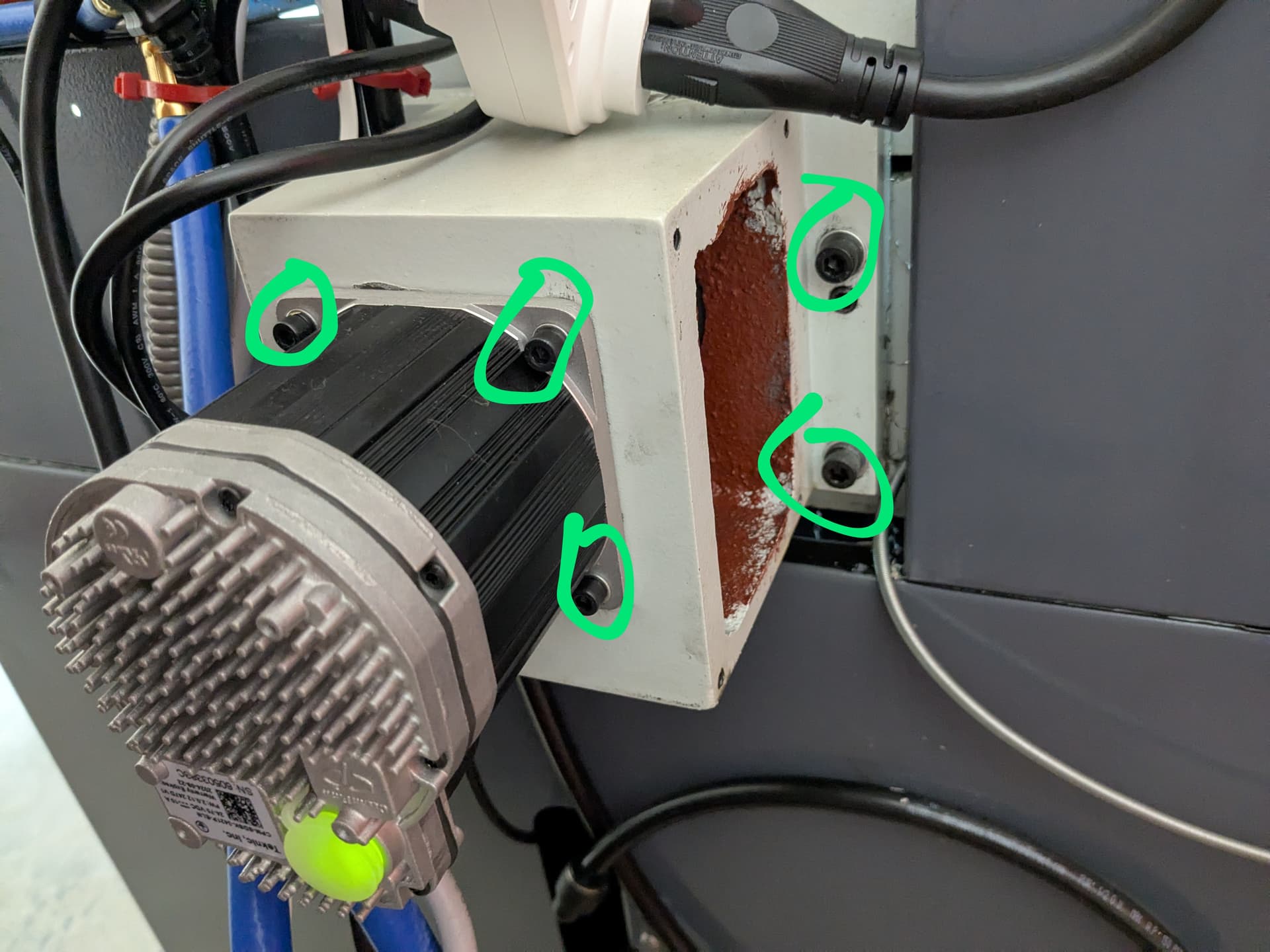
I checked all (8) screws holding the servo to the machine, all tight.
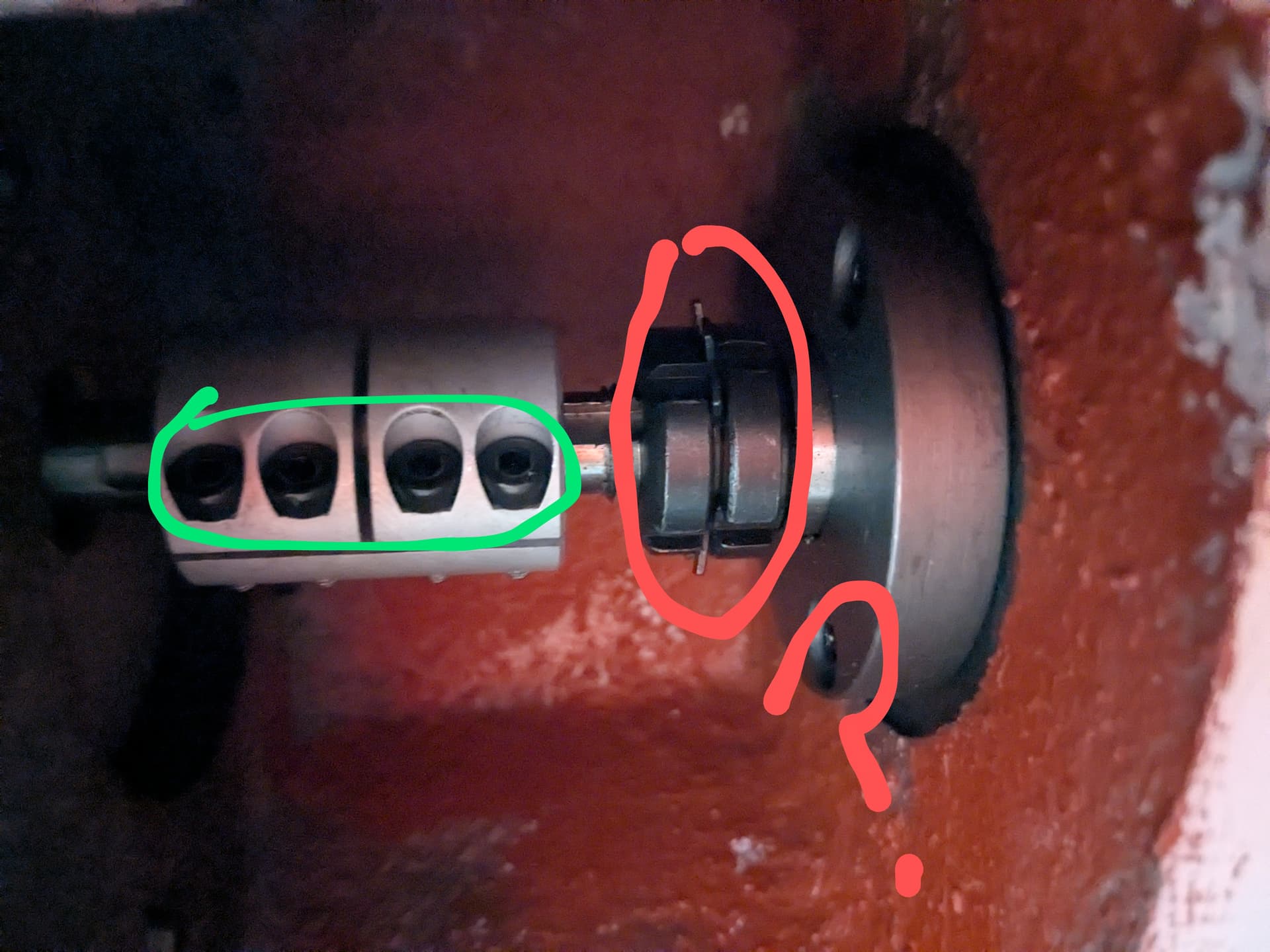
I checked all (4) screws on the shaft spring collar, all tight.
I could not check the double-nut circled in Red below, as I don’t have the right tools for that.
I guess the next step is to remove the way cover(s) and try to check the lead screw, and nut, and etc???
It sounds like metal on metal to me. Are you sure the sound is from the motor? I would isolate the sound to the table or motor first. Uncouple the motor and see if it’s making the noise. If it’s the motor side you can probably keep running but if it’s the table side grinding metal it could be the ways or the ball screw or something horrible to fix.
Unfortunately, it is a harmonic sound only happening at specific speeds and motions. It doesn’t happen at slow speeds, so i would not be able to reproduce it with the servo detached. I am planning to take the way cover off and look at it as soon as i finish my current order.
My 1100mx groans at 700mm/min but it’s nothing like yours.
Its the bearing preload and or gib adjustmrnt
Ive had the same problem on both x and y axis
Order the nur wrench kit or figure some other way to adjust the preload… follow Tormach’s procedure for borh and u should be good
I use 12-15 ft lbs of torque and it seems to work
Ed
2 Likes
Do you happen to have a link to that kit?
Or know the specific castle nut sizes?
I googled a little bit and found nothing.
Thank you!
@Lockheed
You mentioned 15 ft-lbs, but i have no way to connect a torque wrench to any of this? What did you mean by that?
Currently working my way slowly through the instructions that I found here:
Remove way cover.
See if you have an oil film on the way surface, and the ball screw. If not, lube them with 10W or whatever you have handy. Run it to work it in. See if it gets better.
Had stiction on X axis, 770MX, pulled the table and cleaned out oil passages. Ran the lube pump till I knew it was primed/flushed. Much better.
I have a early model 15l. I sent the ball screws and nuts out for regrind and overhaul.
Tight as a gnats ass now.
1 Like
So, i decided to check the easiest part first, which is the AC bearing, and as soon as i touched the locknut, it spun right off, so the locknut wasn’t even tight. Then using the handwheel, there was considerable backlash, but some very light drag.
So I went ahead and tightened it just a bit, essentially until i felt no backlash, which yes i know is potentially a little tight, then i made sure to get the locknut tight, and then used those spur things to ensure it stayed tight this time.
After running the y-axis back and forth a dozen times with all different feedrates, it appears the noise is gone.
We’ll see for sure when i run a 3D contour on the next job.
P.S. I am now going to recalibrate the anti-backlash in PathPilot, because it is critical for the jobs i’m doing to be as precise as possible. Not looking forward to that procedure, was a huge pain to do when I first setup the machine.
If your going to run backlash comp I would set it up in the same spot as your planing to run the part as the screws aren’t perfect. I believe the way tormach doe it is all on the preload with no backlash comp.
Also check all your bolts for the motor mounts and bearing carriers anything in the motion assembly as they can add play.
1 Like
Yeah, that is a pain.
First I would put an indicator on the Y carriage and try to twist the table. See how much movement you get. Basically looking to snug up the Y Gib. Again, make sure lube is getting in there. I found a snugness (tech term) and backlash setting that didn’t quite give me perfect 10ths movement (Maybe .0003 to .0004 before movement) but one thou movements definitely were good.
Seemed to be the best balance between jogging and table play. You can put an indicator on the Z axis and pull on the spindle too. Did the same thing with X (Table).
Lube is critical.
Seems better overall.
1 Like
Mill a piece of 1/2” Stock to accept a socket on your torque wrench-put the rod in the coupling - hand tighten the first bearing nut then use one of the small nut wrenches that came with your kit to oppose the torque wrench
Works fine and quite easy to get repeatable settings
2 Likes
Just to follow-up with everyone, all three of my AC Bearings were loose, and the upper screw on my Z Gib had rattled loose. Now after repairs, my X and Y are both 0.0004" lost motion and the Z is 0.0008 lost motion. Good enough for me! 
Machinist told me to use that orange like thick locktite.
Put it on the screw, let it dry and put it in. Doesn’t really lock. Provides resistance but you can still feel how tight its getting. Used it on the lathe X gib screws.

You want me to put fruit where?