I’m trying to do a simple mill-turn test on our PCNC 1100. I’ve got a simple part modelled up in Fusion 360, a cylindrical blank with a 0.5" dia boss for holding in the spindle, and a straight-forward facing and profiling operations in Manufacturing. For the Fusion manufacturing setup I’m using “Turning or Mill-turn”.
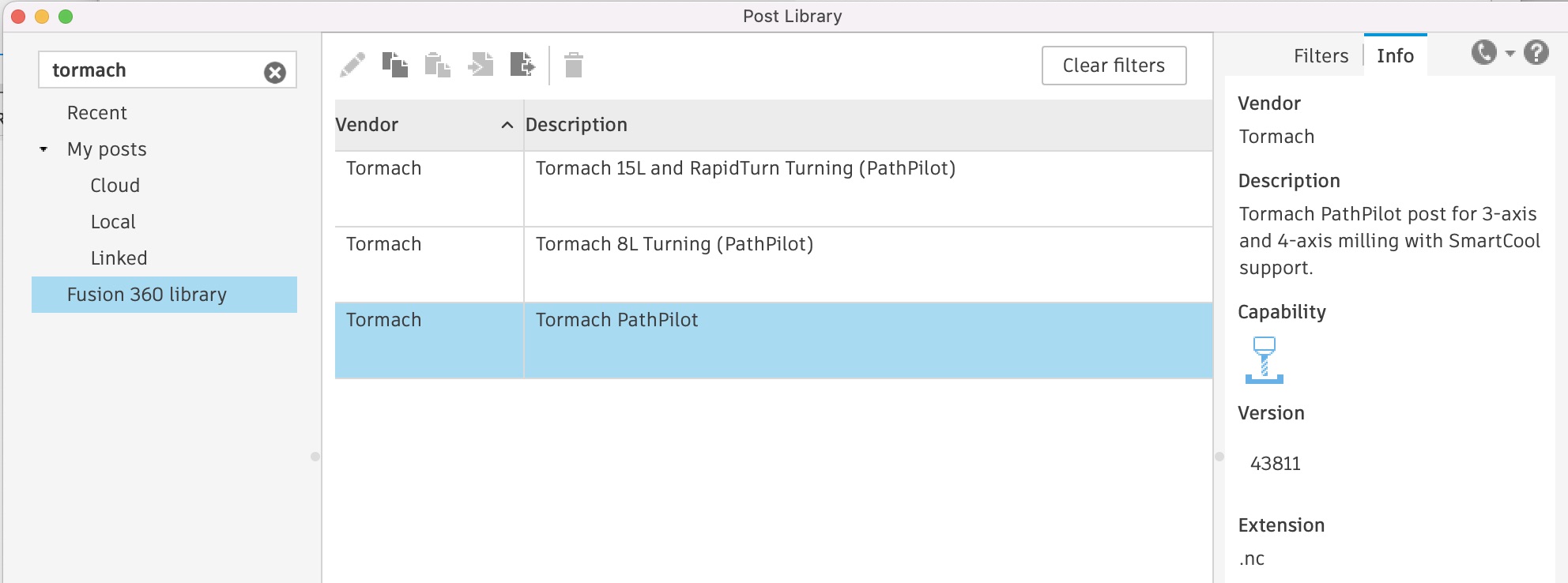
When trying to use the Tormach PathPilot post, I’m getting the following error:
Error: Turning toolpath is not supported by the post configuration.
Failed while processing onOpen().
Do I just go ahead and use the Tormach 8L or 15L post instead? Will Pathpilot let me run the resulting nc file on the PCNC 1100? Or do I need to customize the turning post processor to generate code suitable for running on the mill?
Are you utilizing the RapidTurn? If so, I believe there is a specific RapidTurn post that fusion made. They used to have it labeled as generic Tormach Turning post, but I believe Fusion split it into three different posts.
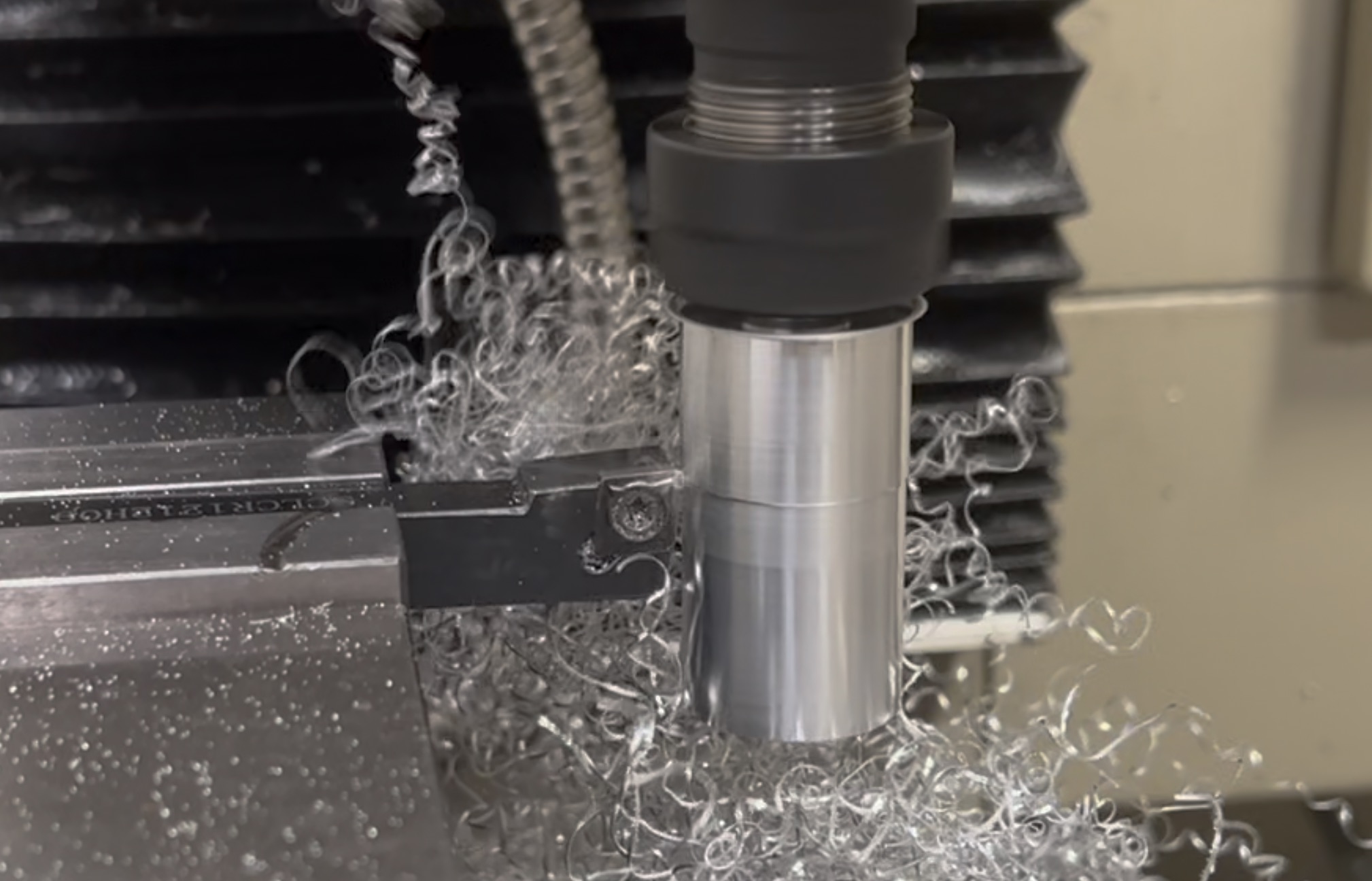
This might not be the best way but it seems to work. Tomorrow I’m going to start looking at the actual tool choice, cutting feeds and speed, etc. At the moment I’m getting a birds nest and a horrible surface finish.
Then on to making a generic fixture plate that can accommodate a number of tools for the specific project I’m working on.
I am not sure how they could integrate the changes without making a whole new post, but I would send your changes to Fusion, regardless. We don’t do any managing of posts on our end, but any feedback is welcome.
You will likely want to get an ER32 collet holder. this will allow you to hold much larger diameter material. Much of your poor finish is likely coming from the thin stem that you are holding with. 300 to 1000sfpm and feed equal to the tool nose radius up to .015. This is very dependent on the size of stock also. It’ll take a few passes but you’ll get it worked out. As for stringy chips, with lower end aluminum and a setup like this, that’s likely what you’ll get. Try to keep the chips off the material and I think you’ll be satisfied with the finish.
Good luck and I’m very interested in this myself. I have small parts that could benefit from this approach and save me the cost of a cnc lathe right now.
Bonjour, moi aussi je suis intéressé par cela. J’usine de petites pièces pas plus grosse que ½ pouces de diamètres. mais est il possible d 'effectuer des filetages (synchronisation de la broche) ?
Est-il envisageable d utiliser Pathpilot tournage sur PCNC 1100 ?
Y at il une possibilité d’effectuer une vitesse de coupe constante ?
I translated your topic with Google’s translate server and I think you are asking about:
J’ai traduit votre sujet avec le serveur de traduction de Google et je pense que vous posez des questions sur.
“Hello, I too am interested in this. I machine small parts no bigger than ½ inch in diameter. but is it possible to perform threading (spindle synchronization)?
Is it possible to use Pathpilot filming on PCNC 1100?
Is there a possibility to perform a constant cutting speed?”
Apologies for any mistakes in the translation. Thank you!
Toutes mes excuses pour les erreurs de traduction. Merci!
PCNC 1100 does not have a spindle encoder that would be required for threading with lathe tools.
A new model like 1100 mx does have one and supports rigid tapping and thus it might be possible to multi pass thread with lathe tooling.
It doesn’t need an encoder but it does need a way to count revolutions. If the spindle had a simple reader to tell when a revolution has been made, it could mark time and be able to start in the same place all the time. What I wonder is, if the spindle could keep track of that, could we just select rapid turn in the settings and program away. I don’t know anything about rapid turn other than a set up procedure where, I think , that the VFD has an alt config. I recall it needing a USB drive plugged in or something. The spindle speed is displayed from a signal from the VFD not a tach sensor as far as I know. I had to calibrate my VFD rpm to optimize my thread quality with the floating tap holder. If it had a sensor to clock the spindle, it would close the loop so to speak and resolve an RPM discrepancy. That how We used to do it with synchronous conveyor systems at my old job.