I’ve made dozens of parts on my 8L, but am having real difficulties with a current project, which has exposed how my “Fusion lathe fu” isn’t as strong as I thought.
The current project requires 2" round brass stock to be held in the chuck (kryptonite #1), lots of grooving operations (#2), internal threading (#3; I actually struggle with all Fusion CAM threading on the 8L. I think the post processor is just weak here, or I’m doing something very wrong), and of course parting (#4; parting is always a white knuckle issue with parts that can’t fit in the collet for me).
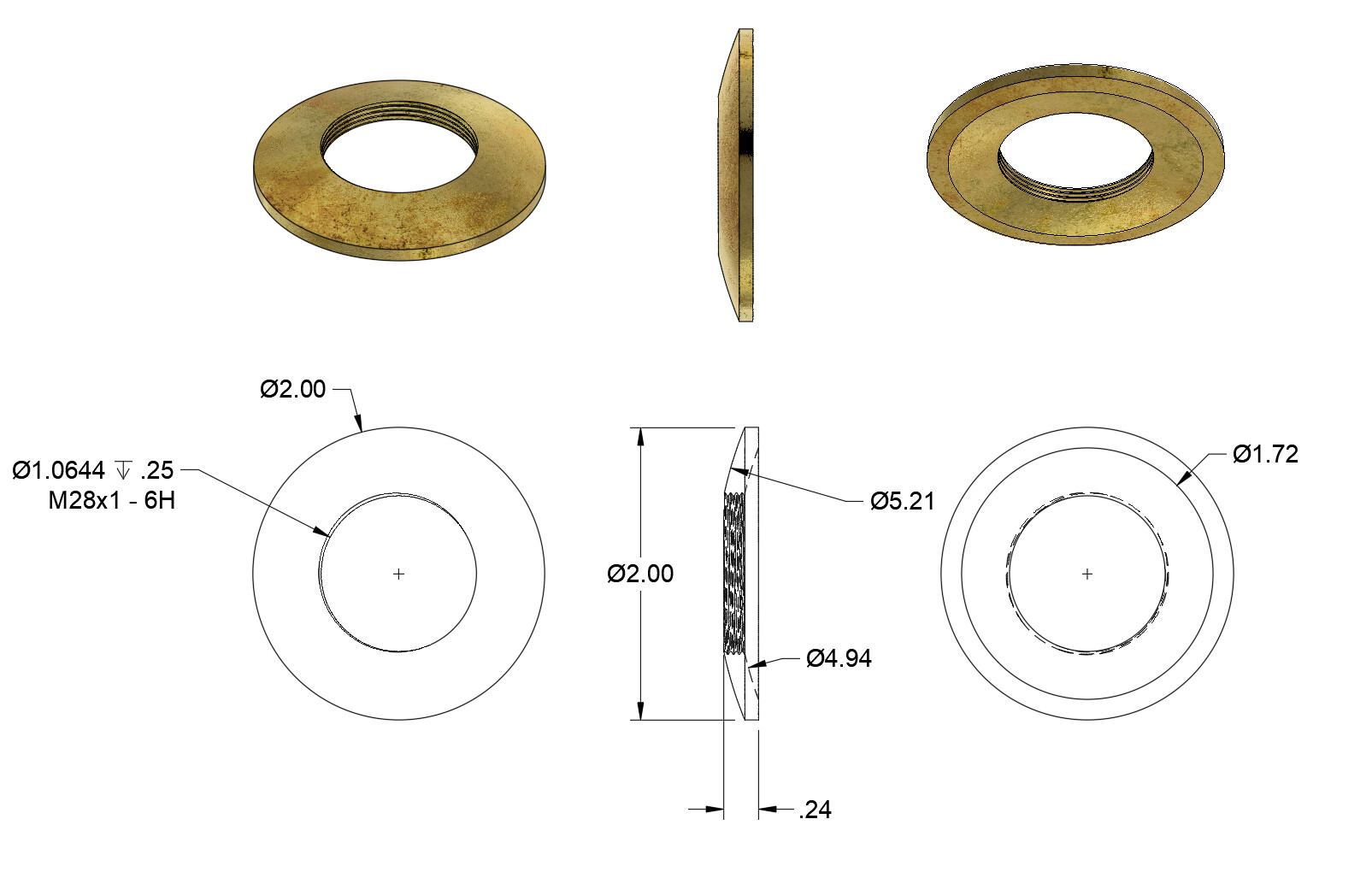
I’ve attached the file here along with an image of the part in the hopes that someone is up for a challenge and wants to show me how they’d CAM the part. I’ve been trying to cut a prototype out of 6061 and keep knocking the thing out of the chuck. I’ve got to turn the feed rate way down to like 10% for that not to happen and the resulting chatter/rubbing sound tells me I’ve just got it wrong.
I know it’s a bit presumptuous, but I’ll happily pay for a working solution. Yeah, I’m that defeated by this one. Appreciate any and all help!
I’m not great at lathe CAM in fusion but have some questions that might help narrow this down.
Which operation are you knocking parts out of the chuck?
What kind of feeds and speeds are you running?
I part brass on my 8L @ 104SFM and 0.002"/Rev. (I’m on vacation and pulling these numbers from memory and am not using machinable brass)
Out of curiosity, this looks like a straightforward part to make in conversational, have you tried that at all?
I’m not super well versed in lathe work myself though I feel fairly confident in the CAM end of things (just not speeds and feeds). Would be happy to take a crack at it but the fact that you’re knocking it out of the chuck suggests you don’t have enough material in the chuck to get a proper grip on it.
This has always been a bit of a mental block for me when dealing with thin turned parts because the amount of material needed to grip the stock is so much more than what’s actually needed for the part itself. Situations like this I usually start with a “longer” piece of stock, maybe a foot or so, depending on how well I’m able to support the back end. As I cut each part off, I feed more stock through to make the next one. That minimizes the waste at the end of the job but you’re still going to have a 2-3" bar end from each piece that you start with.
Thanks for the response, Davie, and for the parting speed/feed you use for brass. I’ll give it a whirl this weekend when I’m back in the shop. I keep knocking the part out during parting; def wrong feed/speed.
Because the part is 2" in diameter, I have to use the “second step” of the chuck jaws, meaning there’s not much of the jaws connecting with the stock. I’ve thought of soft jaws or a step collet or simply turning a 5/8" length of the stock down to 1-1/8" (or whatever my largest 5C collet will hold) and holding it in the collet for a better grip.
As for conversational, I’ve been programming mill parts for many years via Fusion, so it’s my “go to” for CAM. I haven’t tried the 8L conversational. I thought the internal and external radii on the part might be tricky for it. Perhaps I’ll look into it though. Thanks for the tip.
Thanks for the response, Ian. This is all about speeds and feeds, as far as I can tell. Note that with the 3 jaw chuck installed, the 8L doesn’t have room for a 12" piece of stock, and definitely not when the part requires the face to be drilled & bored.
Ah, I see the OD now, and yeah, that wouldn’t pass through the chuck. What about using glue to hold the stock to a flat arbor? This video seems perfectly suited to your application: https://www.youtube.com/watch?v=57p_KJeGEns
If it was me:
1:face
2: do the inside radius
3:drill
4:thread
5:cut part 0.020 longer.
6:machine and thread a 2in mandrel with same thread as part and just long enough thread so the outside face (radius) can be machined.
7: machine outside radius
Your ref face for machining the second op would be at dia. 1.720 to 2.000.
But, it’s just me
Sometimes when I have an issue holding a part in the chuck what I do is make the stock about a half inch longer than necessary, turn a 1 inch diameter 1/2 inch long boss on the end of the stock so that I can hold it securely in a collet. Not sure if this will help you, but it’s worth mentioning.
Yep, that’s exactly what I did to get this to work. Also needed to increase speed, since my normal brass recipe didn’t work well for the 2” diameter stock. Finally, for the grooving operation, I needed to increase feed rate because it was rubbing badly (I had lowered it to keep from knocking the part out of the chuck).
Bottom line: The 8L really likes harder-than-aluminum stock to be kept in a collet, and feeds & speeds might need to be tweaked for stock 2” and greater.