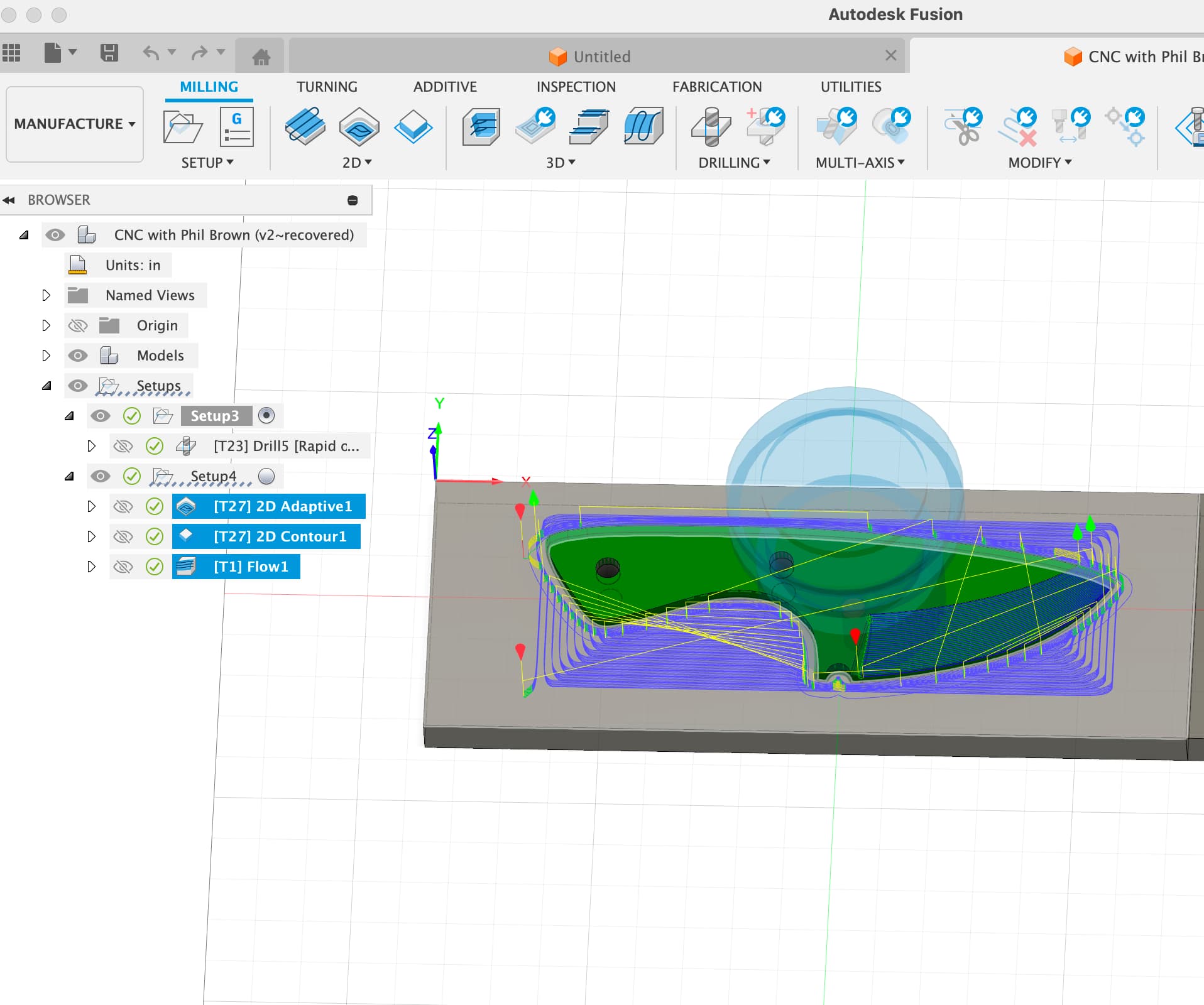
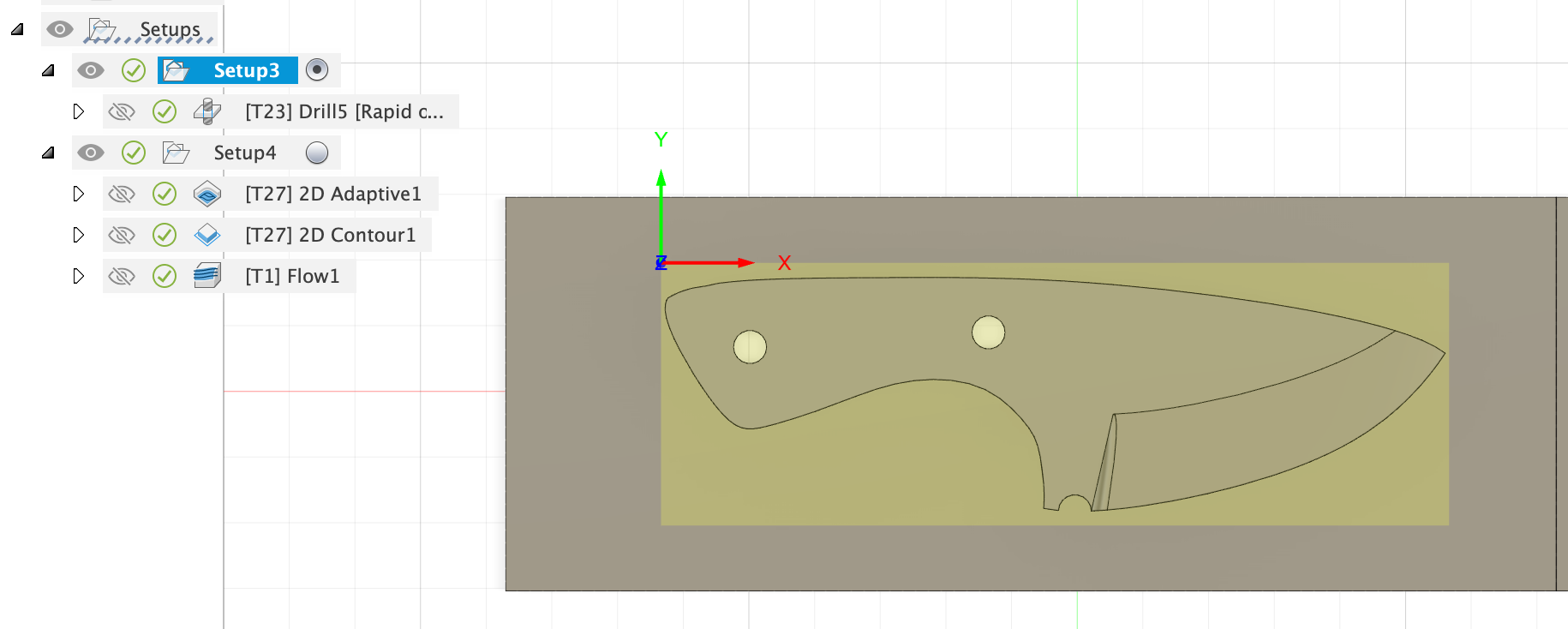
Hopefully this is a simple problem but I can’t seem to wrap my head around it. I’m trying to use a fixture plate/sub plate to make a knife. The first picture is of the plate that has a profile of the knife and the knife on top. You can see my offset is off and I can’t figure it out. Here’s what I did.
I machined the plate and made threaded holes to secure the blade blank to the plate. I then bolted a blank to the plate and ran my program. The WKS was set to the plate when drilling the holes in the plate and machining the blade, but the wks was set to the blank when making the holes in the blank (to attach it to the plate). Hopefully this is clear.
When I machined the plate I used G54 and set wks on back left corner. I then put the blank in the vise and used G54 to drill the holes in the tang. I then used G54 with the WKS set to the back left corner of the plate when machining the profile. I guess I thought this is how the process should work if I had the blanks water jet cut or laser cut in the future. What did I do wrong ?
If you made the plate by setting G54 on the back left corner then that should always be your program zero point. I am not following when you claim you reset it off of the tang. That would only work if you moved program zero to the tang in your cad file before you posted the code. If program zero was not moved in the cad file it should not be moved on the fixture. If it was not moved you have an offset problem. It almost looks like you touched off your program zero WTH an edge finder and neglected to move over half the diameter in Y to center the spindle on the edge of the fixture. I didn’t look closely at the CAM program you are using but when you say WKS do you mean WCS or world coordinate system? I am not familiar with WKS.
If you are touching off to a curved surface you will always end up in a different position. Secondly it looks like the part origin is on the corner of the stock and it looks like you are using relative sized stock and the add stock is selected and the x and y stock to add are not equal. I would set the origin for the blade program the same as the plate. Then drill the mounting holes in rectangular piece of stock and mount it to the plate and run the program from there. That should do it. If you are making lots of these and want to save material you could have all the blanks cut slightly over sizes with holes in them. But don’t touch off to the part touch off to the plate.
Did you get it solved? Are you making millions of knives now?