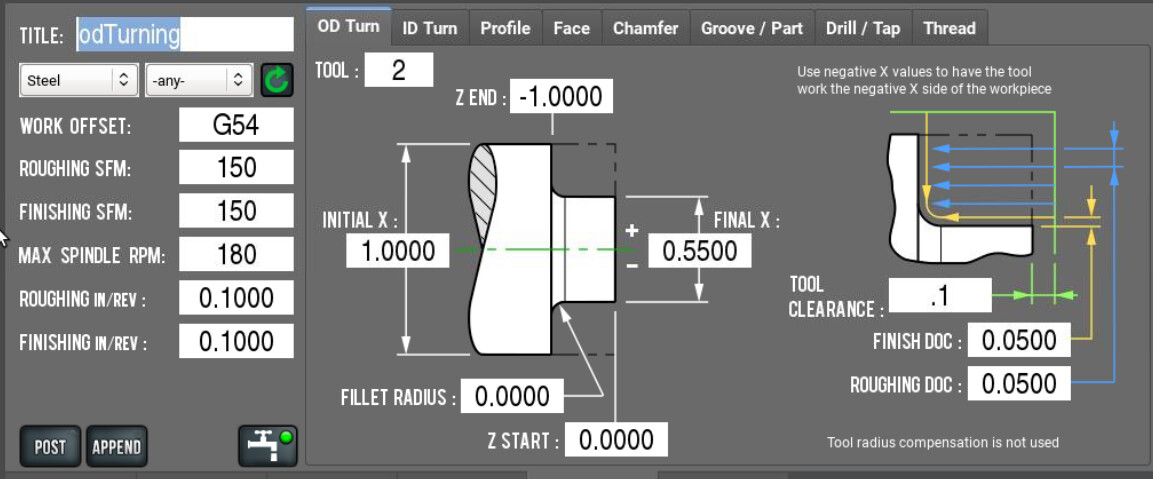
I sometime machine parts on the lathe and I don’t want a finish pass because I want to use another tool for it. I just want to rough the part, facing and turning. Even if I input 0.0 in the doc DRO for finish pass, it will do a finish pass anyway. What I’m doing wrong.
Unfortunately, our conversational software in PathPilot can only post one tool at a time. What I would recommend doing is creating two posts, one with your roughing tool which would end and the final rough diameter, and a second post with your finish tool, which starts at the rough diameter and ends at the finish diameter.
Hi, thanks for the reply, That part, I understand, I know I can’t use two tools in the same conversational field. I just would like to be able to choose to use a finish pass or not.
If I enter 0.000 in the finish DOC DRO, the tool will do a second pass at the same depth, which take time in a production environment.
Also, It would be great if there was an option to choose to post the program with or without comments so, the program would be way shorter and easier when you want to search for a particular move.
Pathpilot places a clear marker for the finish pass. Add an M09 and a G30 to the rough. Change the tool number and add an M08 at the initial point in the finish pass. Or cut and paste the finish pass into a different text file to not run a finish at all. If that is your choice add an M05 along with the M09 to stop the spindle along with stopping the coolant and sending the tool home in Z.
If you are looking for a particular line in your program you can use the “find” function. For example, with your program loaded and not running you can type “find finish” in the MDI line and press enter. This will jump the program to the first instance of “finish” in the text of your program. You can repeat for other examples of that text.
Being not too familiar with conversational turning, I don’t have a real answer for you. But assuming there isn’t a way to actually disable that finishing pass, I would set your “finish” depth of cut and speed/feed equal to the roughing parameters and set your end diameter to be your roughed diameter. The program will still have a “finishing pass” but it will be at final roughing diameter without any extra cuts.
If you wish to produce more complex programs then I recommend Fusion this way you can post the program using multiple tools and even modify the G-Code by hand.
Hi, I have a machine shop with others CNC, I normally use Mastercam to program the lathe for more complex parts. I always have to edit the program anyway. Thanks
I do that too. What is annoying, after you manually modified the program and save it, if you have to do some modification to the conversational program, it will remove all the mods you did and post it again like it was before. I think for Tormach, it should not be something really difficult to do. Just choose with finish pass or not, and post with comments or not. Maybe I’m wrong, but Tormach just gave up with the lathe. Every time there’s an update to Pathpilot, there’s always nothing for the lathe. Jeff
@Daniel_Jeffrey Thanks for posting this question. Using Finish DOC = 0 seems like a pretty reasonable way to ask PathPilot conversational to omit the finish pass. I logged a request for this feature and we will keep track of the request even if we don’t move on a code change immediately.
I have a suggestion/workaround:
You say you want to rough with one tool, then finish with another.
In conversational, with your roughing tool, program the end diameter to be the stock size you want to leave for the finishing tool.
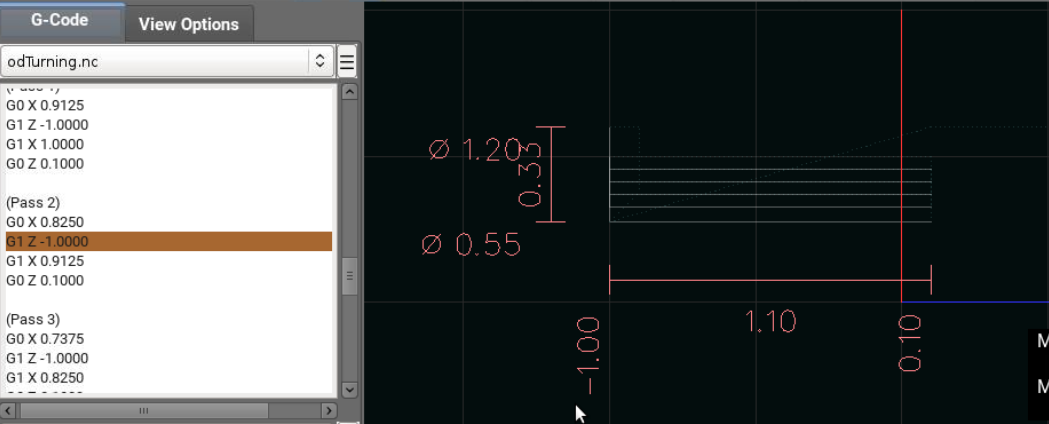
Set your roughing and finishing parameters to be identical. This way the last pass will be called a finishing pass in the g-code comments, but will be identical in every other way to the roughing passes that came before it.
Example with a 1/2" diameter part that you are leaving 50 thou for the finish pass:
If you use conversational to program the finish pass using the second (finishing tool) you will of course still be stuck with at least one “roughing pass” using that tool.
What I do is an od turn with leaving .010 on the diameter. I program it that way and then do a profile with the shape I want. A little confusing at first but works really well for my parts.