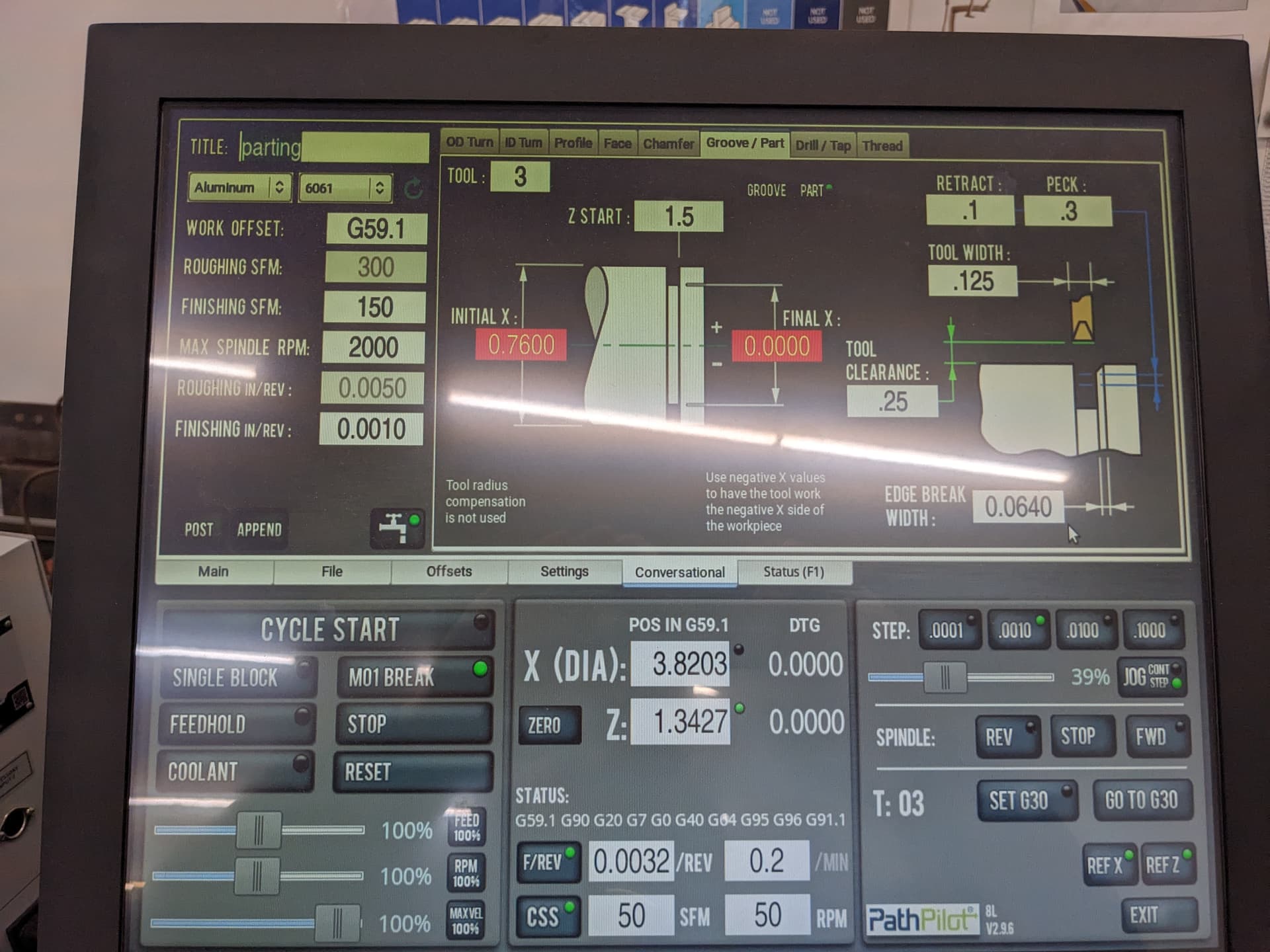
In pathpilot I’m trying to set up a parting operation. With my tool setup I’ve selected position 3 as it is a parting tool. When I try to post I get the error “The x inputs call for orientation 1 or 2.”
I’m new to the Tormach lathe and tried searching this forum but haven’t found any answers yet. Any help is appreciated!
Hey Ian,
I’d first double check your tool configuration in the Offsets tab. Select tool 3 in the “T” box top left, and ensure the tool approach side and tip orientation selection match your physical setup. Note that Tool number is not related to tip orientation.
For tip orientation 3, you’d be cutting from the X negative, or operator side of the workpiece. Thus, you’d need to specify a negative “INITIAL X” value to define the starting point. A value of 0.0000 works fine for the “FINAL X”, it is highlighted red by the error checker here because it is in direct relation to initial x.
What @StefanLeinberg said. Tool orientation is the X and Z zero point (or control point) of the tool. In the case of a parting tool, typically this is 1 or 2 if parting from the X+ direction (like the turret on the Slant Pro) or 4 or 3 if from X-, on the other side of the part (if on a Slant Pro) . For example, I set my parting tool up as tool orientation ‘2’. This means the ‘Z’ zero point is the edge of parting bit facing the head-stock (or spindle). With this orientation tool bit width is important because it needs to be added (in the gcode generation) to the ‘Z’ value you want to parting to occur to get the correct part length. It’s also easier to set the tool up in this orientation. Some people prefer orientation ‘1’ with the ‘Z’ zero point facing the rear of the lathe. This way tool width is not figured into the Z cutting point, but it’s harder to set up this way. Hope that’s more informative than confusing.