They supply lathe controller with touch screen, no computer

Anything is possible with enough time and money. Not sure what you’re hoping to gain from it though, unless you just really don’t like PP.
I suppose if a person had an old machine with a dead controller this would be an option rather than buying a new PP setup from tormach, but for what seems like similar pricing, I’m not sure I’d want to give up the support from the tormach team for an entirely custom setup.
My .02 anyway
2 Likes
So where is the advantage in converting to Masso? Or is this an advertisement.?
Dave
1 Like
This was a legetimate question
Are there advantages?
More upgrade available, I don’t remember the last time Tormach did a software upgrade for the lathe.
I always thought that a dedicated controller is better that any PC controller. I wanted to buy the new controller from Tormach, but it is not available for the 15L. Furthermore, I posted a link, so everyone can see what I was talking about, not because I’m affiliated with them.
I am running an Operator console on my 15L and that works well. It’s not for everyone I guess but I like it. I wasn’t questioning the legitimacy of your post, rather trying to understand why you would do it. Now I get it. Thanks. I agree it would be nice if Tormach would focus on the a little more in Pathpilot.
Thanks for the reply, I looked at Tormach website and could not see that option for the 15L. Does it happen to you also when a program stop at the end, and you open the door, and you get a splash of coolant in the face. Asked a couple of times for a fix. Very often, if I ask for tool T0303, the offset number will stay the same, On the screen, it will show T0305, 05 being the last tool I was using.
I have not seen either of those issues. The PP Op console is not on their site as an option because it is unofficial. That said when I bought the lathe they helped me figure out what I needed to operate it with the console. The integration is not perfect due to the console control systems being 24v and the lathe’s being 110v. This only really creates an issue with the E-stop on the console and the “Start” or “Reset” button. I have wired the E-stop to work on the console and the other button does not bother me, the one on the electrical cabinet is enough for use at start up bit that could be solved also if a person really wanted to. All in all it is not a cheap solution but I like that it’s the same as my mill and that I can call Tormach if I have an issue. I have found their support to be outstanding.
Daniel,
Coolant splashing when the door open is not a normal behavior. I’d recommend opening a tech support ticket so we can track down what’s happening. Can I also ask what version of Pathpilot you are on?
Thank you,
Norman
1 Like
It’s not really when I open the door, it’s when the program terminates, goes to G30 and then the coolant splash happen, obliviously, if I open the door at the same time, I get some coolant on me.
I had inquired about getting a PathPIlot controller to add cnc controls to my current manual lathe. They weren’t encouraging , something about not supporting it. I have an 1100 and accustomed to the control and graphics.
I have requested a few upgrades to the conversational, but so far no go.
30k plus is a bit much to me for the lathe, especially with only 12" z travel. Wish I had bought one when it was under 20k. but the money wasn’t there then.
Dave
1 Like
So aside from not having a pc what does the Masso controller do that the pathpilot does’t on a lathe?
Dave
Just imagine, I’m paying in Canadian dollars and you add 15% taxes and duties.
I think I have it for 7 or 8 years. I bought the turret at the same time and the new collet closer 2 years ago. Every time there’s a Pathpilot update and read the PDF, again, nothing for the lathe. That’s why I was asking if anybody replaced the controller. I know with the controller I posted about above, I could use a servo motor for the spindle (C axis)
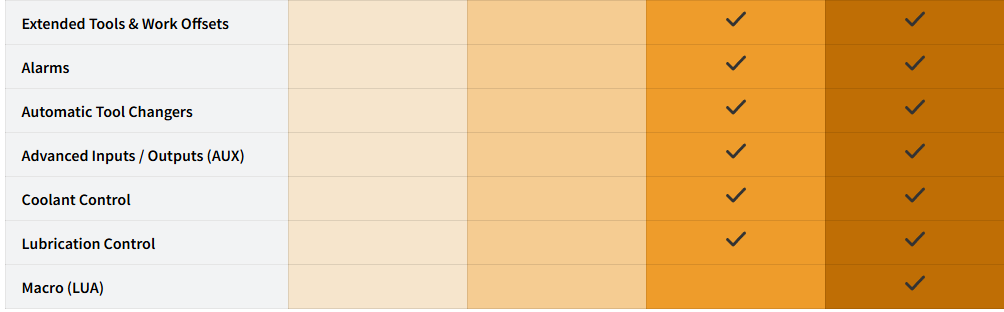
More stable machine, no computer and no Linux, I know nothing about Linux. More programmable inputs and outputs. Add personalize function button. MPG. The only thing, I will have to learn is if the turret can work with this controller. What each wire do to the turret. They tested it with many tool changers, and it was working. At the end, I was just asking if somebody did something similar.
@Daniel_Jeffrey - the issue you describe with coolant briefly toggling on and off was fixed shortly after we heard about it from a customer and the fix is included in PathPilot versions 2.12 and newer. I recommend updating, which you can do at the controller if your controller is connected to the internet, or by downloading the update file here.
”T0303, the offset number will stay the same, On the screen, it will show T0305, 05 being the last tool I was using.”
If you’re willing to create a support ticket, we can get the log files from you and try to determine what’s happening. We have not heard reports like this from other customers.
2 Likes
I haven’t had any issues with the Tormach computer, but mine doesn’t get used constantly. There have been quite a few of updates to install though, so someone must be having problems. One time I had to back go back when the current update was a problem. I thought UNIX was more stable than windows.
I don’t know how the lathe package is but there are a few features I think should have been added to the mill as long as it has been around. (open pocket, starting a keyway from end vs middle. Partial radius.)
Previously I had asked if there were any wishes to add to the lathe conversational and no responses. So I guess most people use CAM vs conversational.
Dave
Agree. Not sure what “PC-less” even means, that console is a computer (not sure what OS it runs underneath), and while the PP controller is a standard Intel PC, so what, it could be squirrels with a calculator inside the pedestal on my mill, hand cranking the axes around if it worked, not like I have to issue Linux commands to do anything (yes, a bajillion years ago put a SAMBA share volume on the controller so my Mac could share NC programs to it from Fusion’s CAM) but otherwise it’s a black box, just like the MASSO box is. I guess if you really hate having a PC inside the pedestal (oh you’re on a lathe, but same question) then getting rid of the box makes sense. Honestly you could probably replace this with a NUC nowadays (I run NUCs in my shop for all sorts of things, with the Intel 150 CPUs) and they can do a lot of compute (way more than a mill needs certainly). If your lathe doesn’t have a console then sure you have to buy something, and maybe it’s as good as PathPilot, and I can’t argue that Tormach needs to show a little love to PathPilot and make it a bit more modern (although I’ve seen plenty of $1m+ mills with 1980s ANSI character UIs, so PP isn’t so bad). At least my PP has a touch screen on it for my mill along with the jog controller.
Sure, I would love to see more things for the lathe conversational tabs. Maybe just a dumb chamfer when doing an OD machining, no, you have to program the chamfer in another operation.
I asked if an option to have comment on of off, this would make less clogged program to go through when you want to look for something when editing the program. You have 3 full pages of code for a simple OD tool path and a chamfer. I have a machine shop and 35 years of experience with machining and programming. I have Haas CNC and other CNC, I bought the Tormach to do other jobs when machines are loaded. Furthermore, I asked for a DXF import for the lathe since the mill has this option, this would be great. I understand that Tormach want to work on putting new machines on the market but, don’t give up on your older customers, continue to support them.
2 Likes