I’m seeing some dimensional inaccuracies with my 1100M. I just attempted to mill a piece that is 5.500" x 5.500". When it was complete, my piece measured 5.535" x 5.544".
Is there a calibration procedure for adjust the steps-per-unit on the machine? I’ve had to do this with 3D printers before, and I can’t seem to find any information on how to do this with a Tormach mill.
@Trey_Chaffin I want to check back in to make sure you’ve gotten past whatever issue you were seeing on your finished part. Each machine is checked for motion accuracy at the factory, they all measure better than our spec of 1.3 thousandths per foot. It’s really unlikely that the result you describe (off by 15 thou on a 5" part) is a result of a hardware problem. I suspect there might be a software issue going on, for instance running a 770 (with 5mm pitch ballscrew) on an 1100 software configuration (5TPI ballscrew) would results in large errors like the one you describe. Alternately, the G10 command in PathPilot can be used to scale G code, perhaps there’s in incorrect G10 command in your program?
Please do let us know if this is still an issue so we can help you get the machine producing accurate parts.
@Rogge Thanks for the reply. I haven’t had much time to look into this issue since posted, but I did poke around today.
I searched for any G10 commands in my .nc files, didn’t find any.
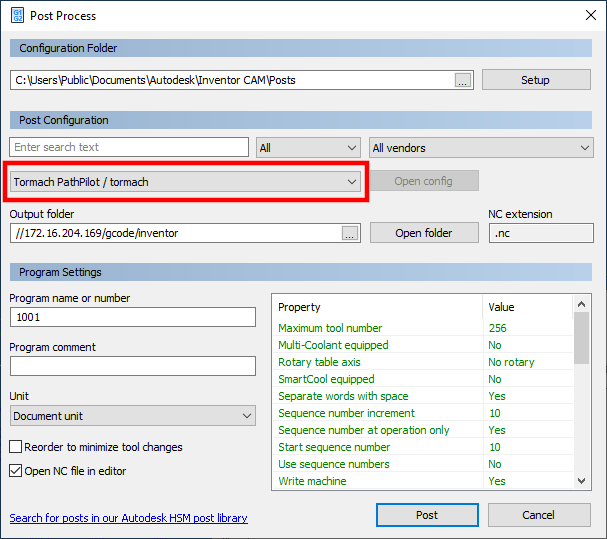
I think the difference you described between the 770 and 1100 is likely the issue. I had trouble figuring out how to setup the post processor in Autodesk Inventor CAM, never was confident I did it correctly.
Within the post process menu, all I see is “Tormach PathPilot / tormach” and no specification for whether or not it is post processing for a 770 or 1100.
I’ll keep investigating to try and find where you specify that within Autodesk Inventor CAM.
The post processor won’t affect the length of the part, and there’s no specific post process for a 770. The post you selected will work fine.
When you first started PathPilot it asked you which machine you have. If you incorrectly chose 770, it behaves as if you have a 770. Check the PathPilot screen, lower right, to see which configuration is chosen:
Just next to the PathPilot logo is should say 1100M. If it says 770M, then type ADMIN CONFIG in the MDI line and it will bring up the configuration chooser and allow you to switch to 1100.