We recently did a video talking about bar pulling on a 15L and in it I wrote a sub routine to use for commanding the bar puller. We’ll add the sub routine to Pathpilot with a future update but in the mean time I’ve attached it here so that any one can use it if they want to set up their machine to use a bar puller.
bar_puller.nc (3.5 KB)
Here is the video where I go over use of the routine: Tormach 15L EZ Bar Puller/Automatic Collet Closer
2 Likes
Norman,
I love this approach with a sub-routine does that conflict with wanting to cycle a project for multiple parts with a single file? For example I manually coded my bar pulling inside of a G98 block for a total of 17 pieces from a single bar. Considering this is often how one would use the bar puller how does this code marry with the nc file for the part to get a completely automated code block?
Rich,
The lines that I added to the program for M99 in the video is all you’d need to run as many parts as you can fit in a bar.
Thank you,
Norman
nkowalczyk,
Forgive my ignorance here. Manual machinist for 10 years, just beginning my CNC journey with the Tormach 15L. Have been learning tons over the last couple weeks. For whatever reason the Bar_Puller.nc file you have posted for download has way more lines of code in it and looks way more complicated than the code you were editing in the video. I have tried making sense of it but cannot seem to figure out how to program and whether or not I need to remove any of the pound symbols. Can you provide more detail about how to program that file to set the bar puller up to run automatically in my part program?
1 Like
Hello Id like to have it in mm
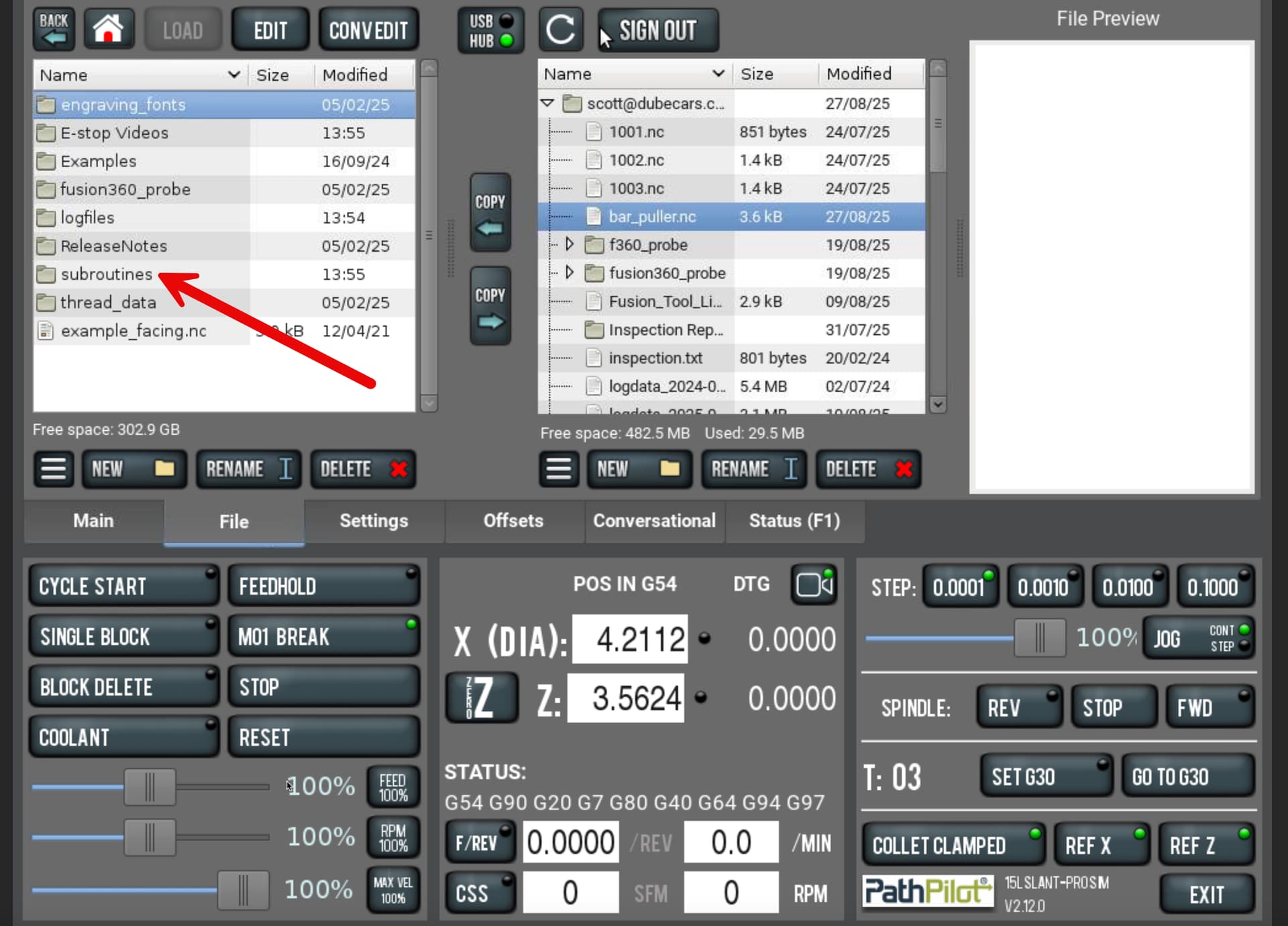
@Christopher, I see about 146 lines in the bar_puller.nc file. I think the confusion arises because you do not need to do anything with that file except place it in the subroutine folder on your lathe. See photo.
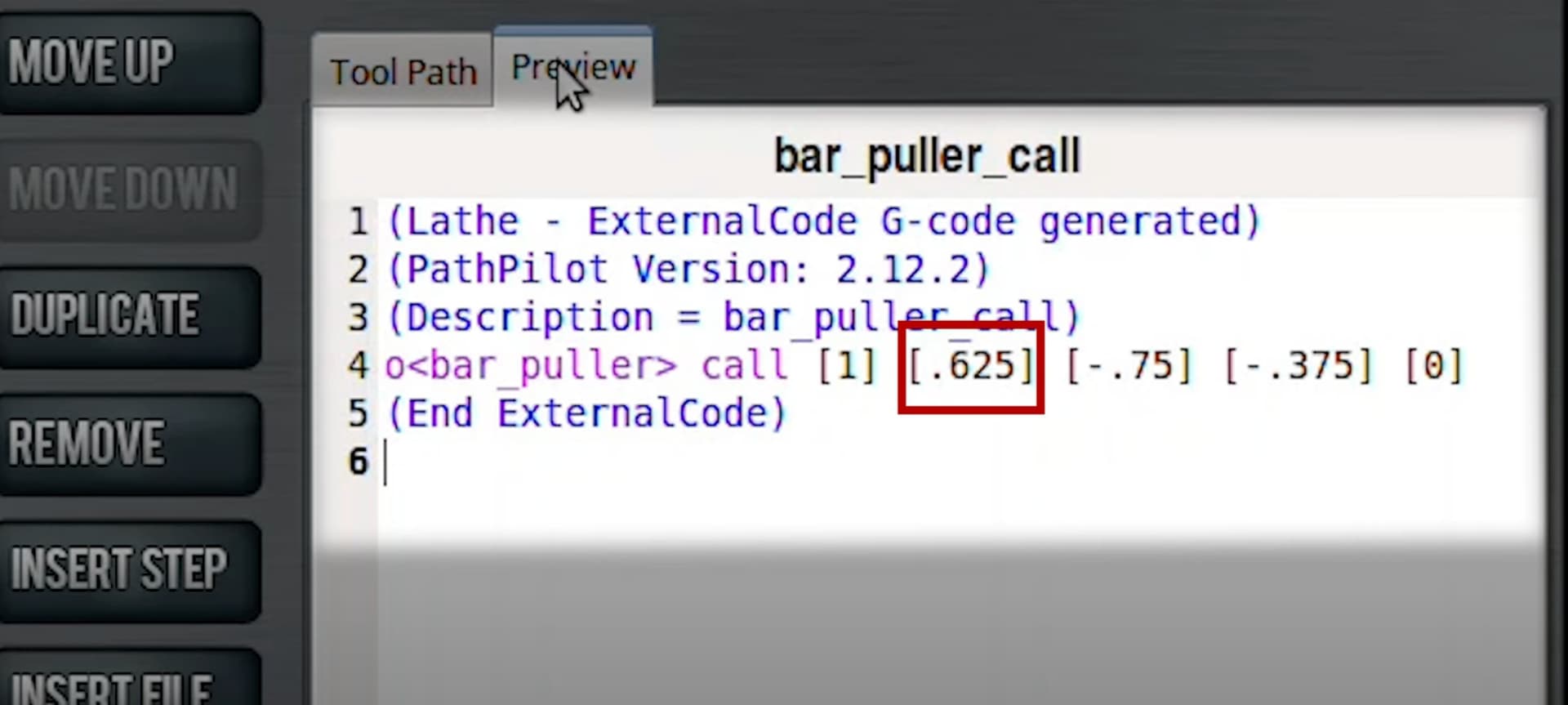
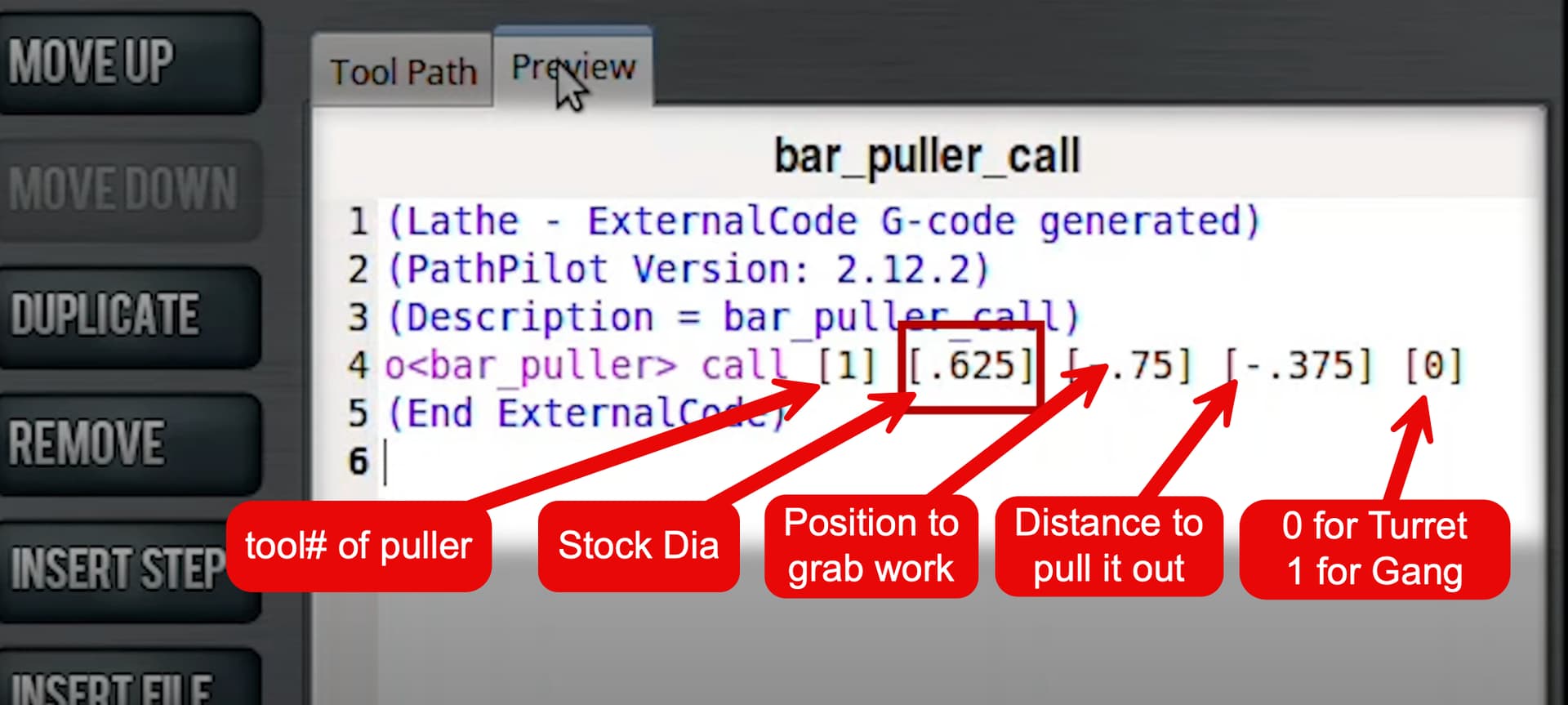
The line of code you need to configure for your job is seen in the video and pictured here (line 4).
That needs to be in your gcode for your job.
The other thing is to create the M99 loop as Norman shows in the video. I hope that helps a little.
I spent a little more time on this to figure it out, I don’t have a bar puller so this was new to me. You need to put the bar_puller.nc in the subroutine folder. Then you need the o<bar_puller> call with the parameters in your gcode file.
You need to put the following just before your gcode starts
M98 P100 L3
M30
o100
L3 above means it will loop 3 times put in whatever number of times you want it to loop
at the very end of your gcode get rid of the M30 and replace it with M99
I will attach an example file I created and ran in the simulator. DO NOT run it on your machine, the tool offsets will be wrong and it WILL crash. I just used tool 1 for the puller for my simulation, which will also cause a crash. You’ll need to use the correct number for your puller.
facing2_with_bar_pull.nc (1.9 KB)
1 Like
the one I have do not look like this
@Abram_Friesen The bar puller macro works in inches or in metric. I don’t know what you mean by “the one I have do not look like this”. You need to change the arguments of the bar_puller call to suit your setup.
Thank you,
Norman
1 Like
I down load it is not the same I cant see or find the arguments i must be doing some thing wrong
This is where just 2 lines some words and number but not like this
Post here what you are looking at.
@Abram_Friesen You are not providing any information to allow us to help you. Please show us what you are seeing rather than just saying “I have a problem”.
Thank you,
Norman
1 Like
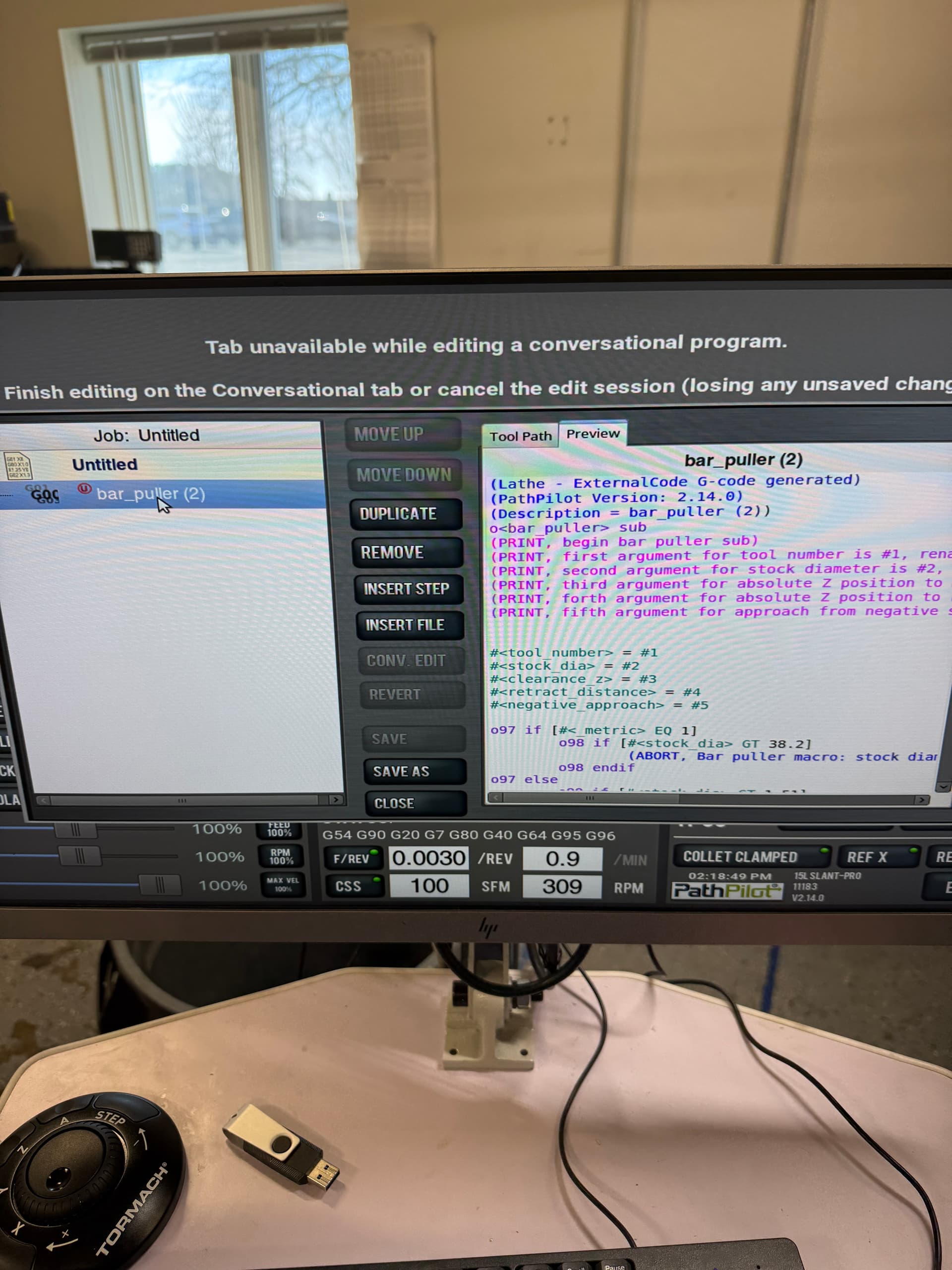
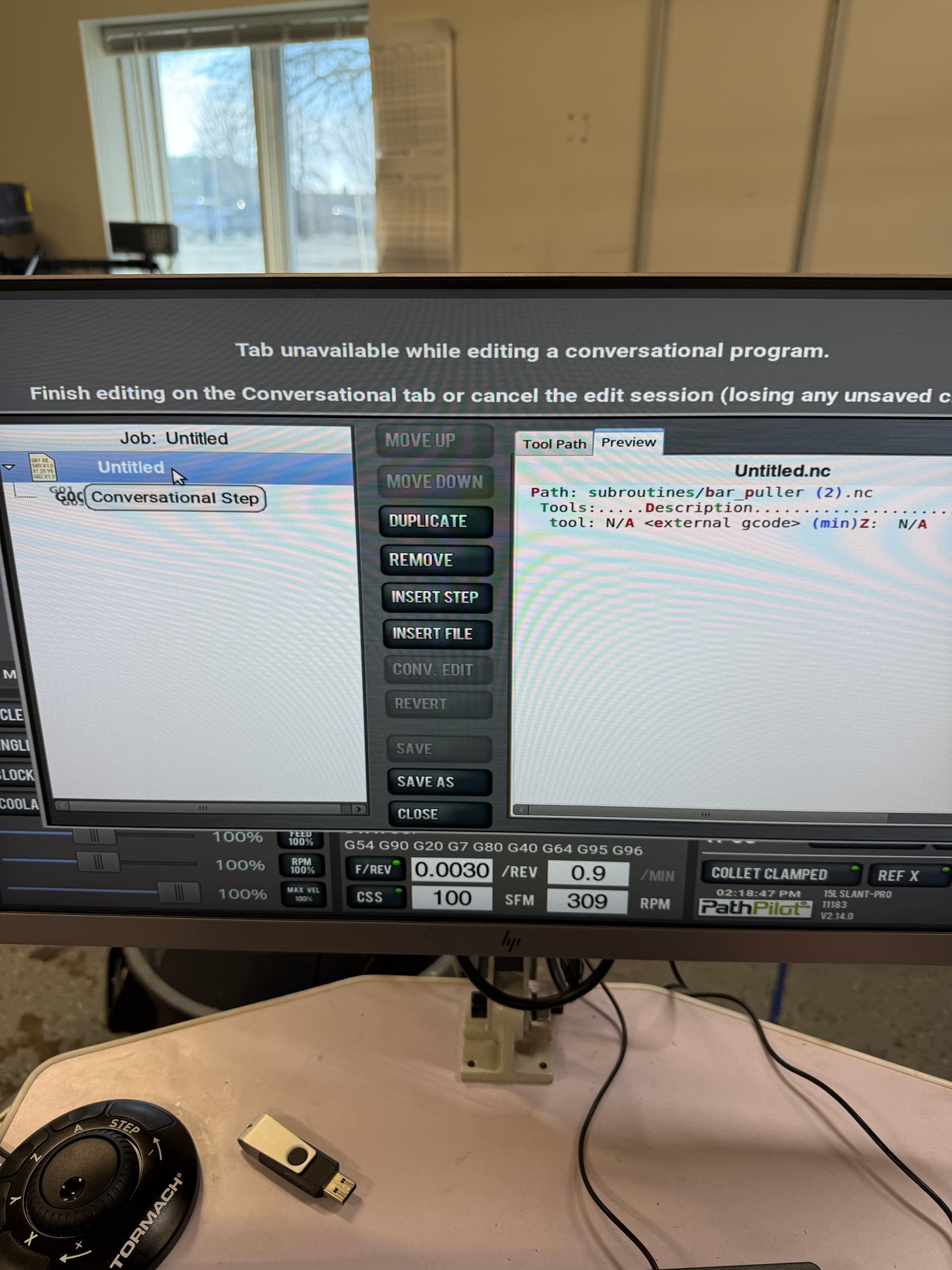
I think I am struggling with the same problem as @Abram_Friesen , here are some screenshots of what my file looks like when I try to conv edit my part file with bar puller.nc. I cannot find a place to add the arguments described in the video
Justin,
You are attempting to edit the bar_puller macro itself, do not do this. If you follow the example in the video we made you make a separate program just with the line to call the bar_puller macro and the arguments. You can also edit the conversational program itself to add the line but I’m not a fan of recommending doing so in a lot of cases, when edits are overwritten vs not is messy.
Thank you,
Norman
The same as are in the picture is in my 15L to which number to change i did mine manually works but have to them all manually is to much worl