I know the 8L is fairly new to the market and there isn’t a ton of info or content out on it….yet.
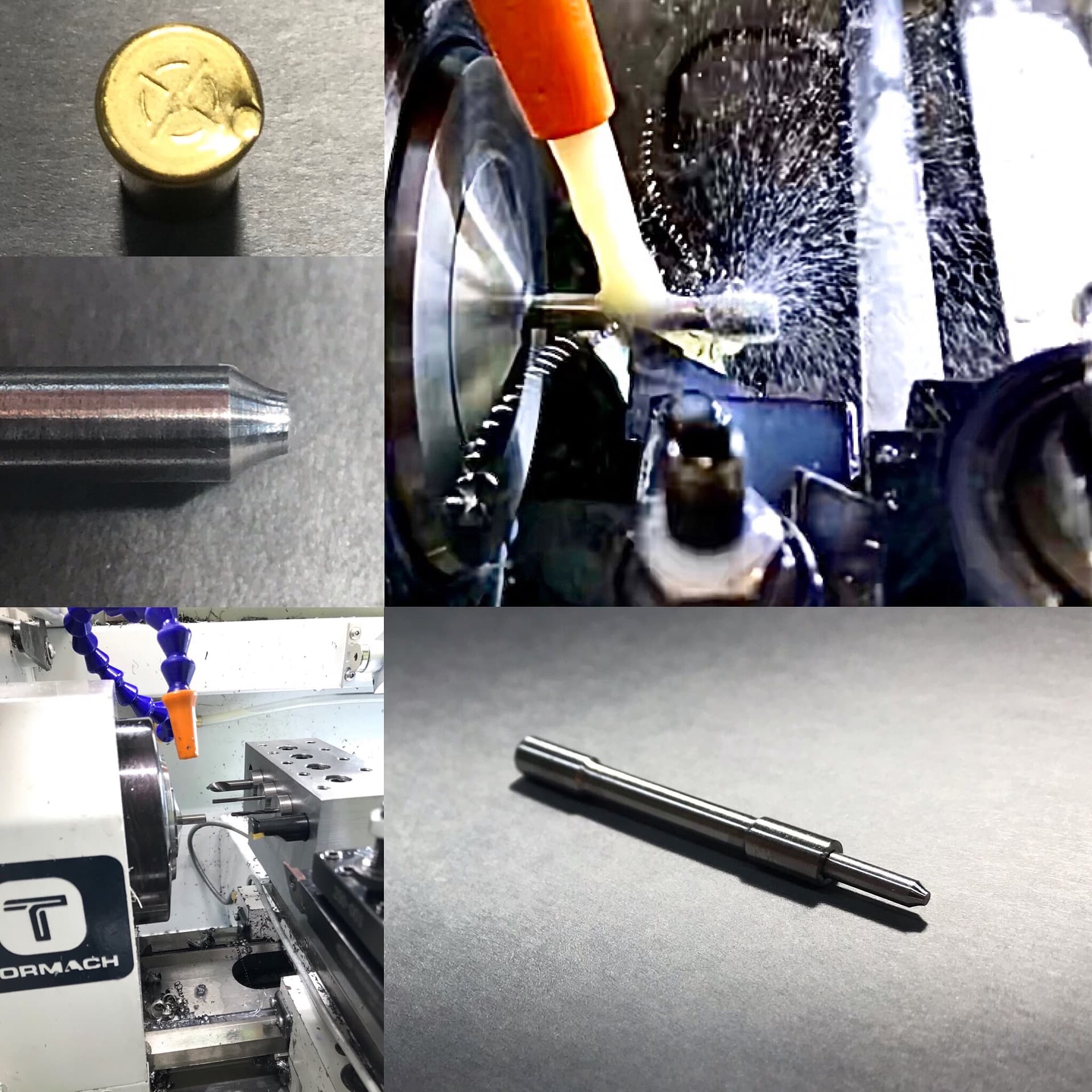
I received my 8L this spring and have put it to work. I’ve cut acrylic, brass aluminum, titanium, copper, carbon steel, stainless steel, and even hardened O1 tool steel. With the right feeds and speeds along with proper tool and work holding it will hold very good tolerances and great surface finishes. I have also added gang tooling to my lathe and it’s been a game changer. I’ll post a few pictures of what my 8L has turned out and will do my best to help or answer any questions.
Great machine at an affordable price with awesome tech support.
Impressive parts and machine modifications @Chris_Zajic can you share any more details or pictures about how you interfaced your gang tooling block to the X-Axis carriage?
I have plans to do something similar, but there aren’t very many hard points in the stock carriage for adding hardware. Curious if you made some modifications to provide more mounting provisions.
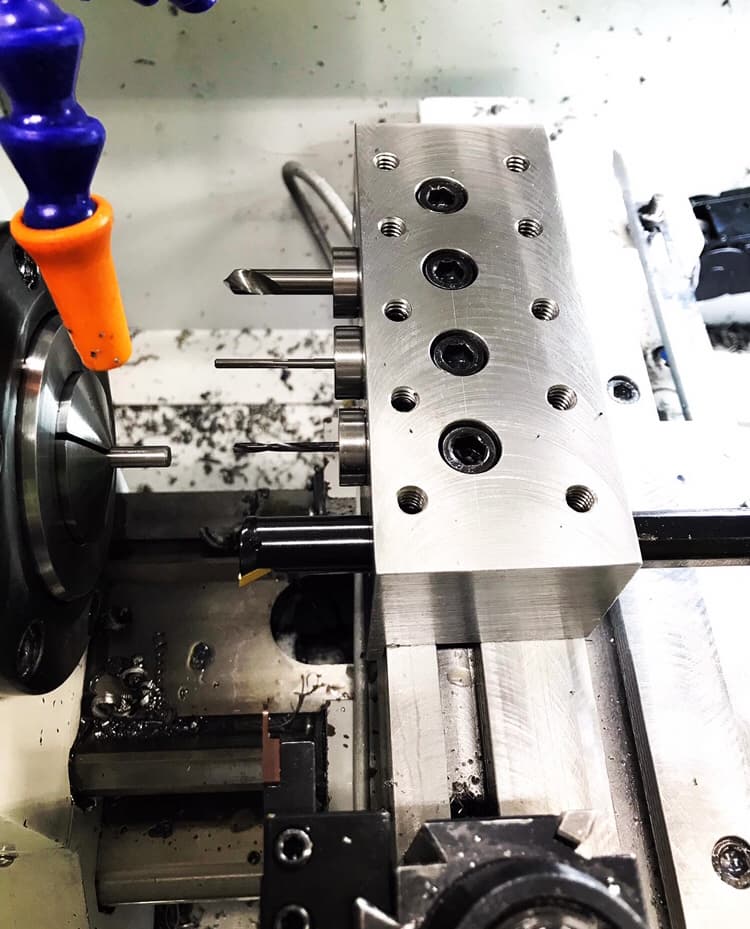
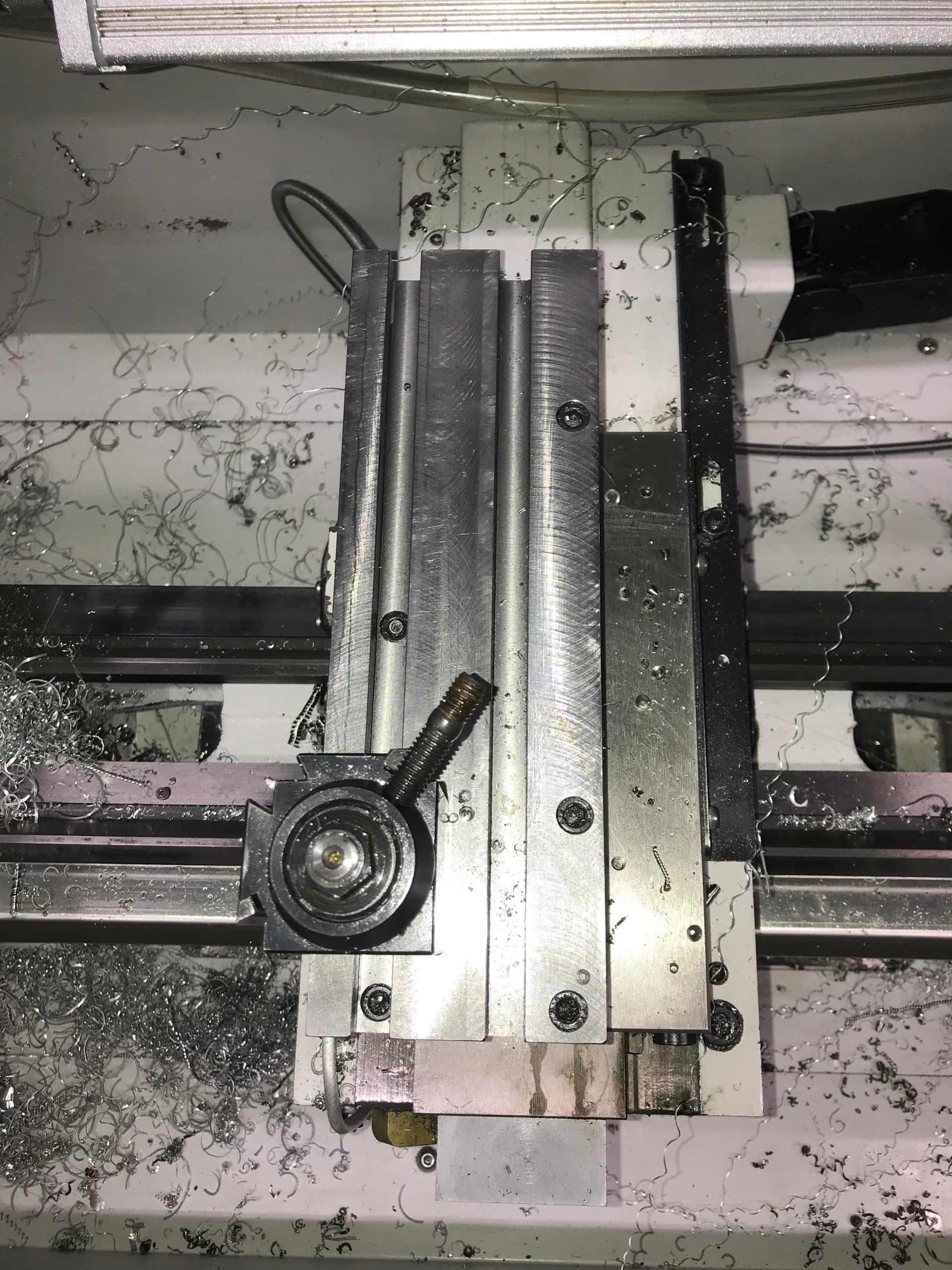
I made a T-slot sub plate that bolts on to the carriage. I did drill and tap 2 more M6 holes into the carriage. I also still use the quick change tool post as well. Here are a few pictures.
@Chris_Zajic fantastic work! Wow.
Do you swap the gang tools in and out by the block or individual tools? Do the blocks have alignment features or do you have to sweep them in every time?
Thanks.
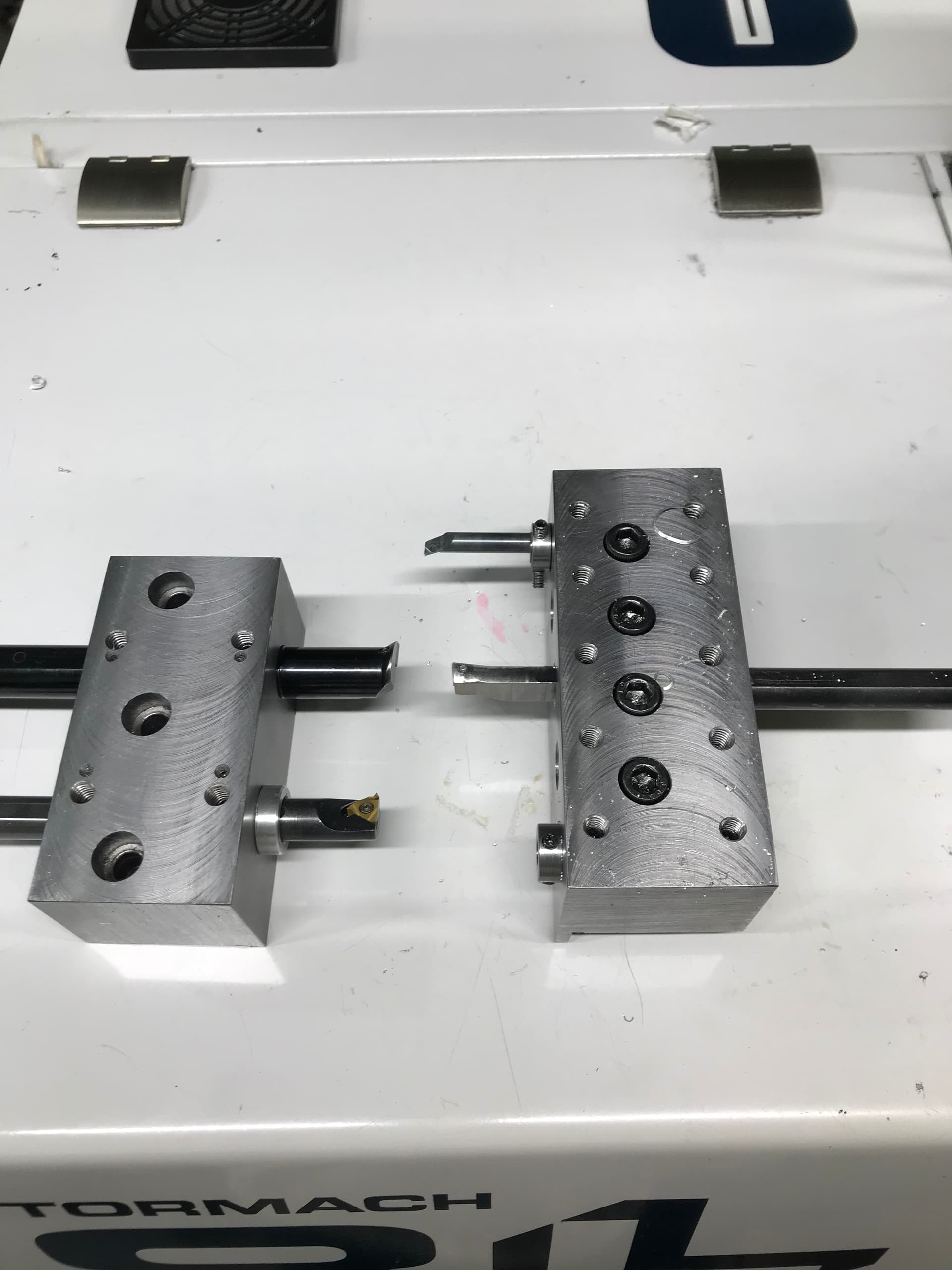
The bottom of the blocks are milled to have a ledge that sets against the sub plate. They are vary repeatable and I don’t even bother sweeping them in anymore.
As far as switching tooling I have a couple blocks set up for a specific part and only change tooling after wear or breaking . I have two more that I switched tooling out as needed. I haven’t had any issues with tool height changing much but it can be a little time consuming setting all your different offsets.
If I’m going to run more the 10 parts the gang tooling setup is definitely a time saver. I also plan on adding a automatic collet closer and bar puller in the near future.
Nice work! The sub-plate and tooling block setup looks great, and really improves the functionality. Thanks for sharing the details. I’ve been spoiled by a 12 position turret on our other lathe, so I think I’m going to follow your lead.
Very impressive. Is there enough X travel to reach all 4 gang tools and the part off? Will PathPilot auto tool change with the gang post without any modifications? I’ve been looking into this lathe and would need to do what you have done to make it make me money.
Chris, thanks for posting this. I see you are using a tailstock. Can you tell me where to adjust the settings so the tool does not crash into the tailstock? I am new so I don’t know what’s going on. Thanks
Yes, there is enough X travel to use all 5 tools including the parting/grooving tool. Here is a picture of my setup for a 3/4 dia. part. It is tight but there’s still plenty of clearance. When changed to gang tooling in Path Pilot it will switch tools automatically.
There is a set G30 on your main page above your X and Z reference buttons. I manually jog each tool and set G30 accordingly. I’ve only had to use the tail stock a few times and am very careful not to crash into it. I’m fairly new to CNC myself and hope this helps.
No update on the Collet closer yet. I’ve been keeping the 8L busy with some larger parts and smaller runs of parts, so I haven’t been to pressure to get it going. I know it’s doable and can be automated with an I/O kit.
Hi Chris
Dunham makes a air collet closer daccom oil mist is rated for 8l spindle speeds and should work! That is what their tech support said anyway. I was going to contact Tormach for advice on this option and if this would cause any problems with spindle drive and bearings and never got around to it. I mostly wanted to use the lathe unmodified until warrantee was up then start customizing it for my use. And now is the time!
I hope Tormach tech support comments here on any issues that might come up by adding this feature ! Thanks in advance!
The Dunham OIL MIST Collet Closer is ideal for use in higher RPM applications. By employing the oil mist lubrication system, bearings are fed a continuous supply of lubrication helping to maintain operating temperatures within the unit. In addition, this unit comes with an upgraded “Hard Coat” finish which provides an added wear resistance to the typical wear surfaces of the unit such as the piston and bore surfaces. Unit allows for thru-capacity work. This Closer also includes a complete 5C Dunham Lube Kit part # (LUBEKIT-5C).
I am surprised tormach hasn’t released a closer kit or a plug and play gang plate yet. It seems like it would help bridge the gap between the 8L and the 15L in price and production.
any chance you have plans for the sub plate or the blocks?
@Lane_Burkhart I poked around at this a bit and here is what I came up with:
ultimately, this is an untested situation so I can’t say if you will have any issues or not.
the oil mist closer you are looking at is around the same weight as the closer that we offer on the 15L but we haven’t tested that one on the 8L either.
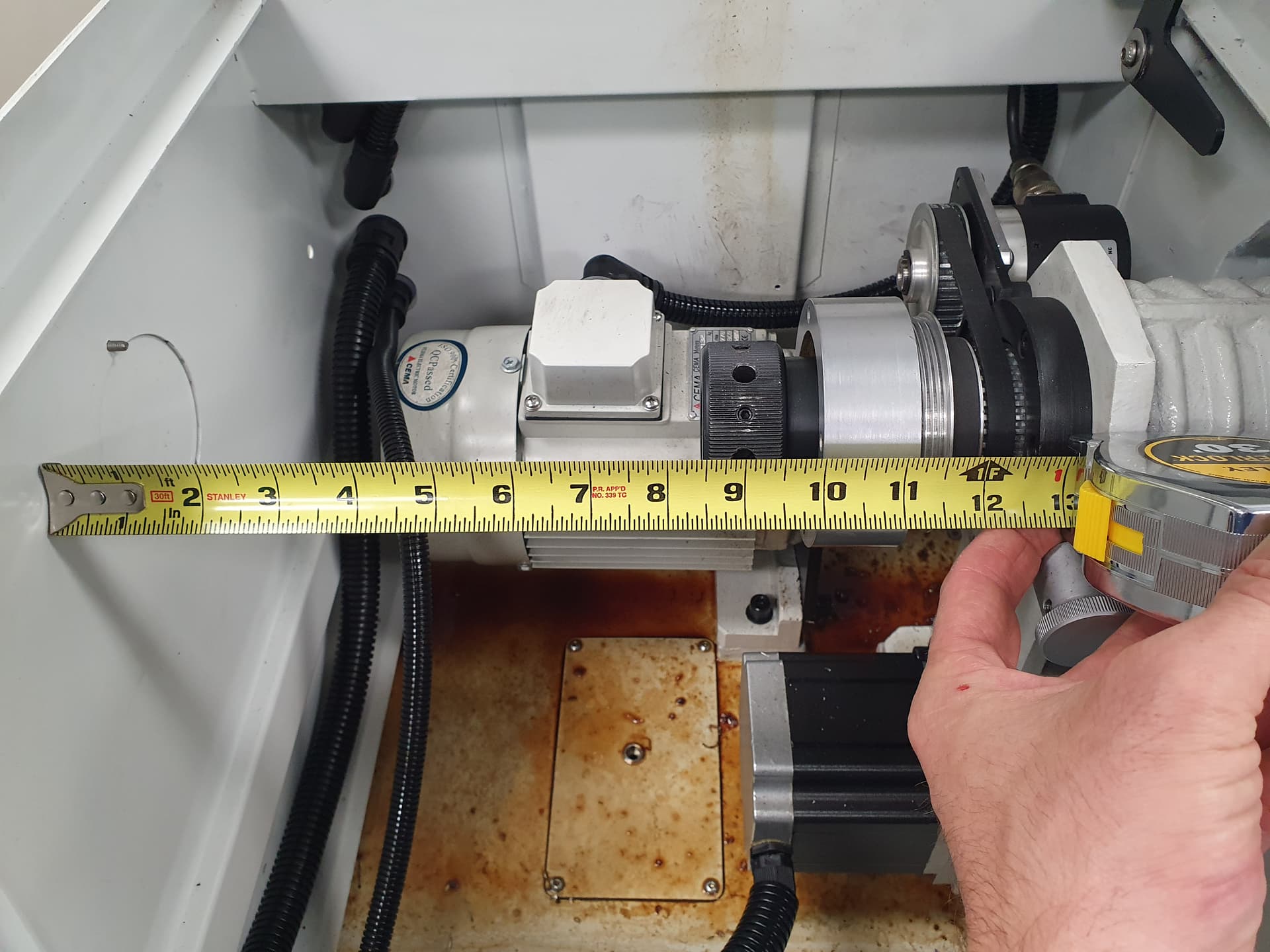
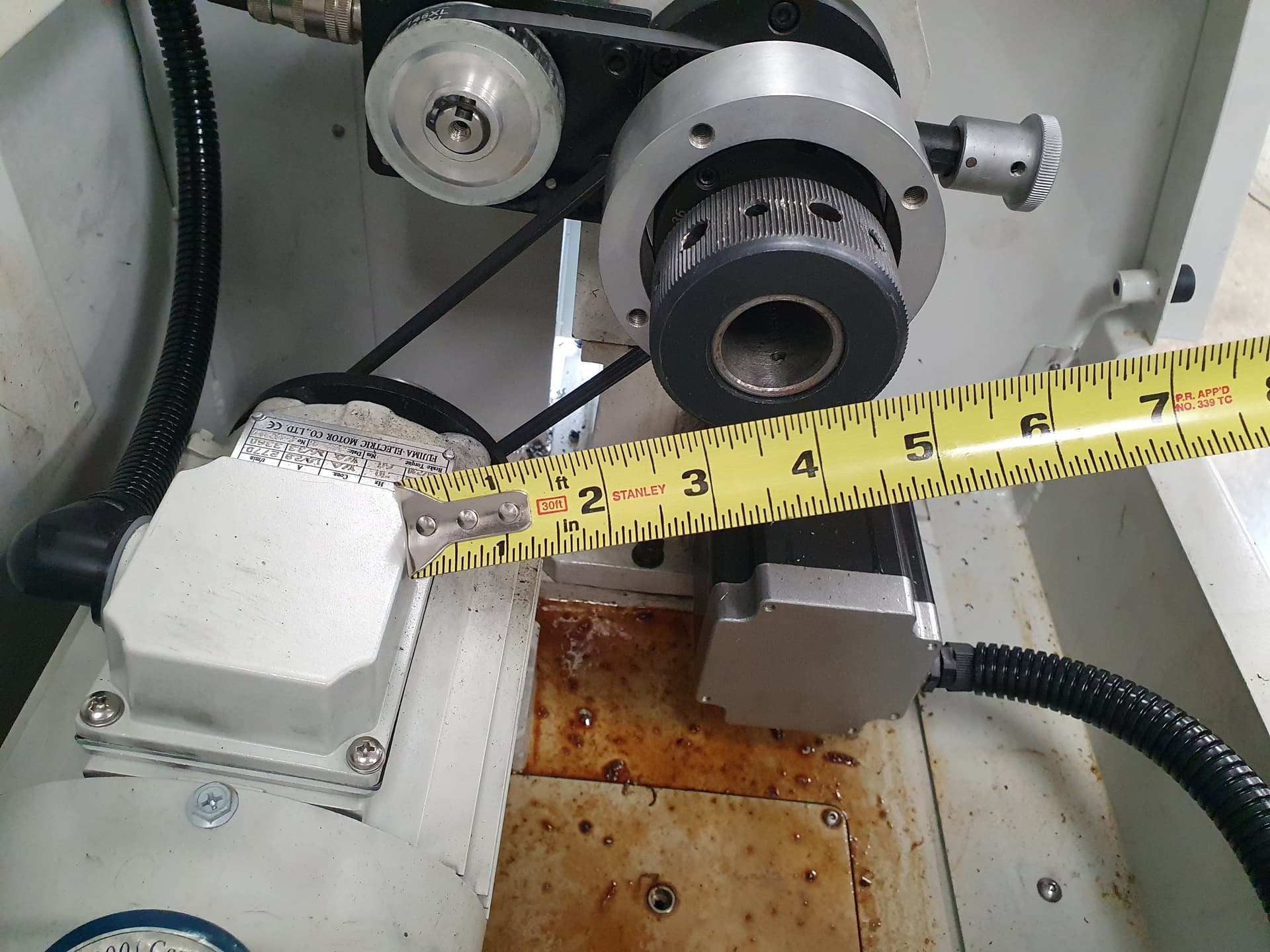
the oil mist closer is a little bigger in diameter than ours, which we designed space for. I have attached pictures below of the room available in the 8L spindle enclosure.