Our 3 year-old 8L has done well for us here at school. But as we start this year, I’m finding the tube that I slide in to screw onto the 5C collets is harder and harder to use. Am I not cleaning this enough/right? (I thought I was.) Is there a special oil/grease/anything that I’m supposed to be using? I’m close to having to have a “persuader” needing to be employed to put in and take out finished, on-size material (brass and aluminum) that never had this trouble before. Anybody else having this problem? Any ideas? I can’t let the students deal with this too much, or the “persuader” will be inappropriately large and swung un-skillfully. Help!
1 Like
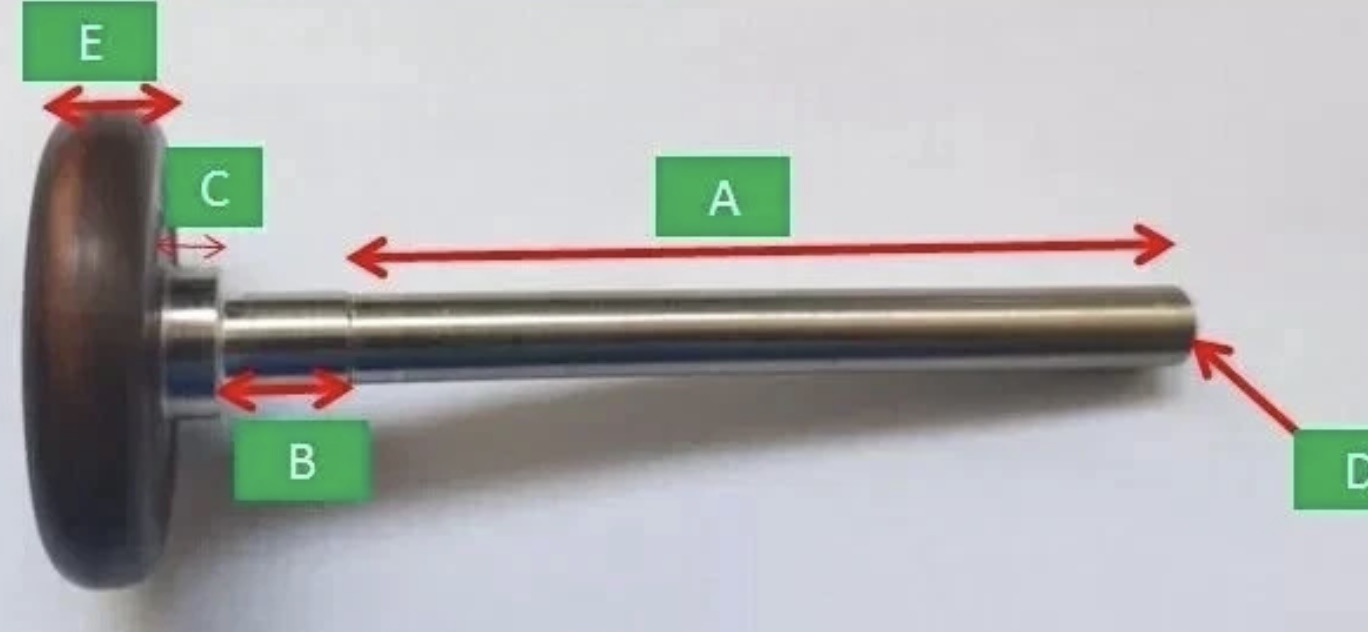
How are you cleaning the inside of the spindle? Maybe a large bottle brush and some solvent is needed if there’s chips or coolant or whatnot in there. Also I’d measure the OD at the end and a few other points to make sure it hasn’t expanded due to some ham-handedness in the past.
1 Like
We’ve just been using a clean rag and some way oil. Always running our fingers in there to find the “nub” to align the collet. This is definitely a situation that’s gotten worse over time.
There shouldn’t need to be any kind of special lubricant in order to screw your 5C collets onto your drawtube. This could be an issue with the collets themselves, or the drawtube could have gotten warped or damaged at some point. I would recommend filing a support ticket by following the instructions here: Jira Service Management and we can walk your through how to measure those parts.
1 Like
I put in a support ticket. Thanks!
I think you are talking about the draw bar. They don’t last forever. Less so when people who don’t own the equipment use it. I would bet that the threads are getting stretched. You might be able to put a tap in and repair them but I don’t think the draw bar is too expensive.
1 Like
Hey! I don’t think it’s the drawbar, but good idea! My collets are getting stuck before they ever even get to the nub for the slot alignment. Before the threads of the drawbar even can thread on to the collet. We’re trying to stone around the collets very gently to see if there’s any bumps or burrs.
Do you have any off-size collets that don’t get used much? If those work ok, then you know it’s a collet issue. If those don’t work well either, then it would look more like something in the collet holder. I wonder about the condition of the alignment pin.
The alignment pin is…sub-optimal. We have worked on cleaning it up but have mostly focused on the sides. Now that I think of it, the height of the alignment pin could be some of the issue. We had a very old set when we bought the *l and the first purchase after it showed up was a brand new set of 5C collets. The less expensive options, for sure, but they work in all of our other 5C fixtures. It’s time for the “Micrometer Refresh” lesson for my 2nd and 3rd year students, so we’ll check all of them and see how far off they are.
Couple added comments from *l user.
I never leave a collet in the machine when not in use.
I use a scotch bright pad to clean the collets and spindle.
I scribed a line on the pully where the alignment pin is located for easy collet install.
Now and then I put a couple drops of way oil on the spindle/ collet surface and draw tube area.
Oversize stock is a big pain. It will distort 5c and it wont go into spindle
Also oversize stock is hard to reposition in 5c for next lathe part.
I have collets in 64 of an inch and often cant find the right fit for the oversize stock.
I tend to put oversize stock on manual lathe between centers and turn it down with a skim cut.
1 Like
ScotchBrite! Why didn’t I think of ScotchBrite? That’s good stuff. We have left collets in overnight (-weekend) even when we weren’t still working on a part - that stops now. Scribed line, I like it! The whole inside of the machine will be a beautiful Dykem Blue after my kids take a try at that. They’ll be blue too, but I guess that’s how you learn. Our plan is to order the 3 and 4-jaw chucks this year, but they mount with the 5C also, so I just want to be sure we have everything working as best we can before then.
Has anyone got a better idea than that knucklebusting spanner wrench for tightening the drawbar?
Thanks,
Jason
All my old watchmaker lathes have a knurled handle on the end of the drawbar.
They are only 8mm collets though so someone will have to do the math on the handle for leverage.
Yes!
That’s very similar to the 8L drawbar, except the handwheel on the 8L also has holes around it’s “tread” face that allow for a spanner wrench to be used. What comes with it is the Captain Hook style spanner (I’m sure there’s a correct name for that, but I’m unaware of it). I’m thinking of switching to a half-circle with a pin in the middle style as I think this would minimize the slip/busted knuckle events. Maybe the fact that we’re having to use the wrench so much is telling of the very issue that I started the thread about in the first place…namely that it’s too hard to insert and use the 5C collets in our 8L. If others aren’t having this same problem, maybe it’s just our machine, or our way of running it.
Thanks for the great input, folks! Keep the ideas coming!
Jason
@Jason_Rye once you have a chuck, the chuck key handle fits nicely in those holes and offers a much lower chance of busting knuckles. It’s also easy to over tighten doing this.

2 Likes
Good to know.
Thanks!
Be careful about which sort of Scotch Brite you use. Many of the non-kitchen types are abrasive and the maroon ones for sure will leave nasty abrasive dust behind. The dark green ones are a bit better but still not safe for precision surfaces IMO.
1 Like
Scotch bright pad is just used to clean coolant film inside spindle or on outside surface of collet.
Not much of a chance you can damage anything with one with casual use. I also use rubbing alcohol and paper towels to clean spindle and collets on 8l lath, 24r router and 1100 mill. Works good and is my go to method for cleaning tools and tool holders.
I forgot to mention I remove 5c at end of day. then use shop vac to suck out the spindle / draw tube area and then stuff a paper towel in spindle just to help keep those surfaces dry and clean. I get coolant from end to end in the spindle and draw tube area and long term it just jacks up how things work if its not cleaned.
I also clean all my machines at the end of the day with shop vacs. A Simple 50$ tool “on sale” will help those expensive CNC machines perform and last for decades of drama free use.
To avoid confusion I use some tape to mark a straight line across the pully and marked it with a screw or something. Then rubbed black marker over and cleaned to give it definition.
When this line is on top the pin for the collet is on the top.
2 Likes