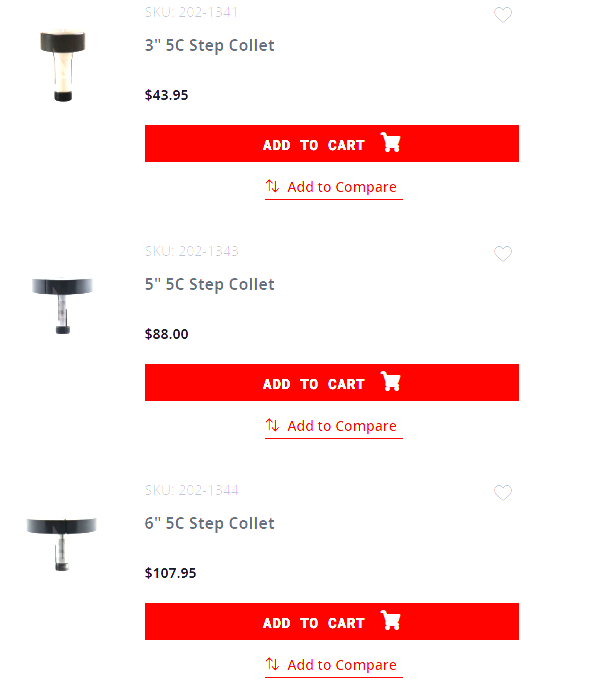
Has anyone set up a step collet on their 8L? I regularly use 1 5/8” bar stock on my machine, and it would be much simpler for me to just put my slugs into a collet that I don’t need to fiddle with to get centered. It also would help bring all my tools closer to the spindle head. Something like this:
Would that require a step collet closer? Are those useable on the 8L? Again, something like this, though this might not be the correct size just for illustration:
I’ve used 5C step collets from Shars to turn 1-1/2-in and 2-in coin-type disks in aluminum and brass in my 15L as well as 3-in brass in a manual lathe. No problems in any size or with either machine.
I’m measuring my 5C collets I have here and reviewing prints of them online…1 1/2” is the largest diameter on the collet itself and that’s at the largest point of the taper. Am I missing something? 1 5/8” wouldn’t work using our 5C’s. Is there more than one 5C series? What gives?
If you click on the McMaster Carr link (for some reason it looks like an ad…) in my original post you’ll see what I’m talking about – step collets. They go larger than the normal max but usually need a special collet closer collar on the spindle to give them gripping power.
It seems like some here have gone up to 2” without the need for a step chuck collar. I’m still wondering if it’s even possible to use a step collar on the 8L though.
The McMaster link actually takes you to Hardinge’s website.The Hardinge style does use a special closer on the large OD. The Royal and Interstate styles use the standard 5C taper and closer. You need to be reasonably close to the size you are holding when you bore them out. At that size, about +.010 to -.005 should be sufficient.
The collet should hold without a problem. The only machine we have had problems gripping on was a Wasino JJ1. It has a pneumatic closer that is a bit anemic.
It looks like Mike Henry provided about the only off the shelf solution
These can be machined with an desired interior diameter then used in 8l to hold a large diameter part.
Looks like sizes up to 6” are available.
Anyway I might order a couple of these just to have on hand. I tend to move to the mill when I run into problems like holding large diameter material. This might be a decent solution to keep those projects on the lathe.
How cool is it to learn something new at my advanced age (55 last Friday)?! Ha! Awesome guys. Thanks for the new info and I’m looking forward to what I might do with this knowledge. Thanks!
One other thing to consider when boring out a step collet (AKA pot collet) - turn the bottom of the bore to sharp corner or, preferably, put a small undercut at the corner so that the work sits square to the Z axis. Most carbide inserts have a nose radius that will leave you with a small radius at the bottom of the bore. On the 1-1/2 and 2-in discs that I’ve turned, the ~0.250 long disc is only held by ~0.030” of stock on my 15L. In my manual lathe I was holding 3-in diameter brass by about 1/8” stock and taking 0.050 cuts in X and Z.
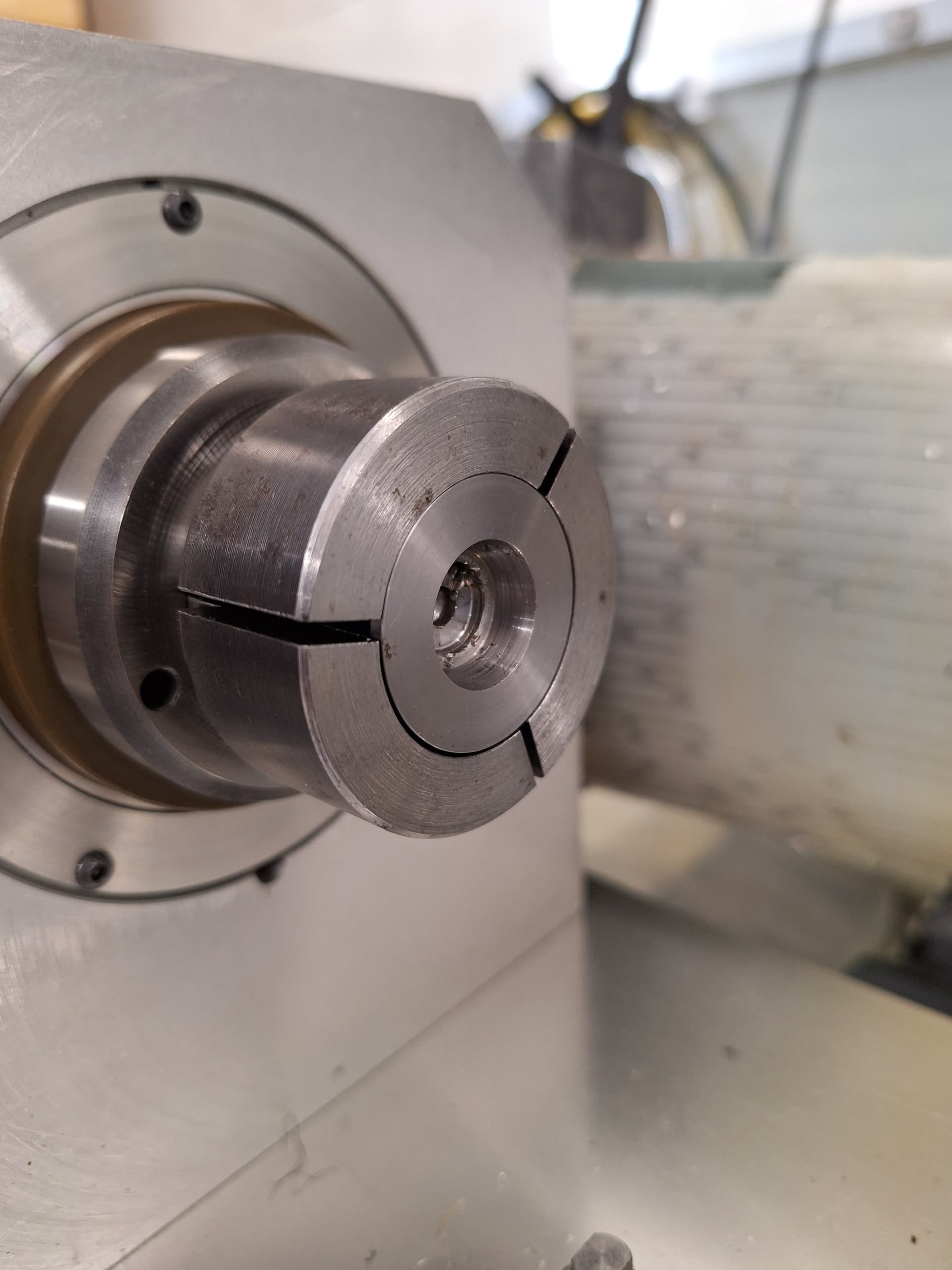
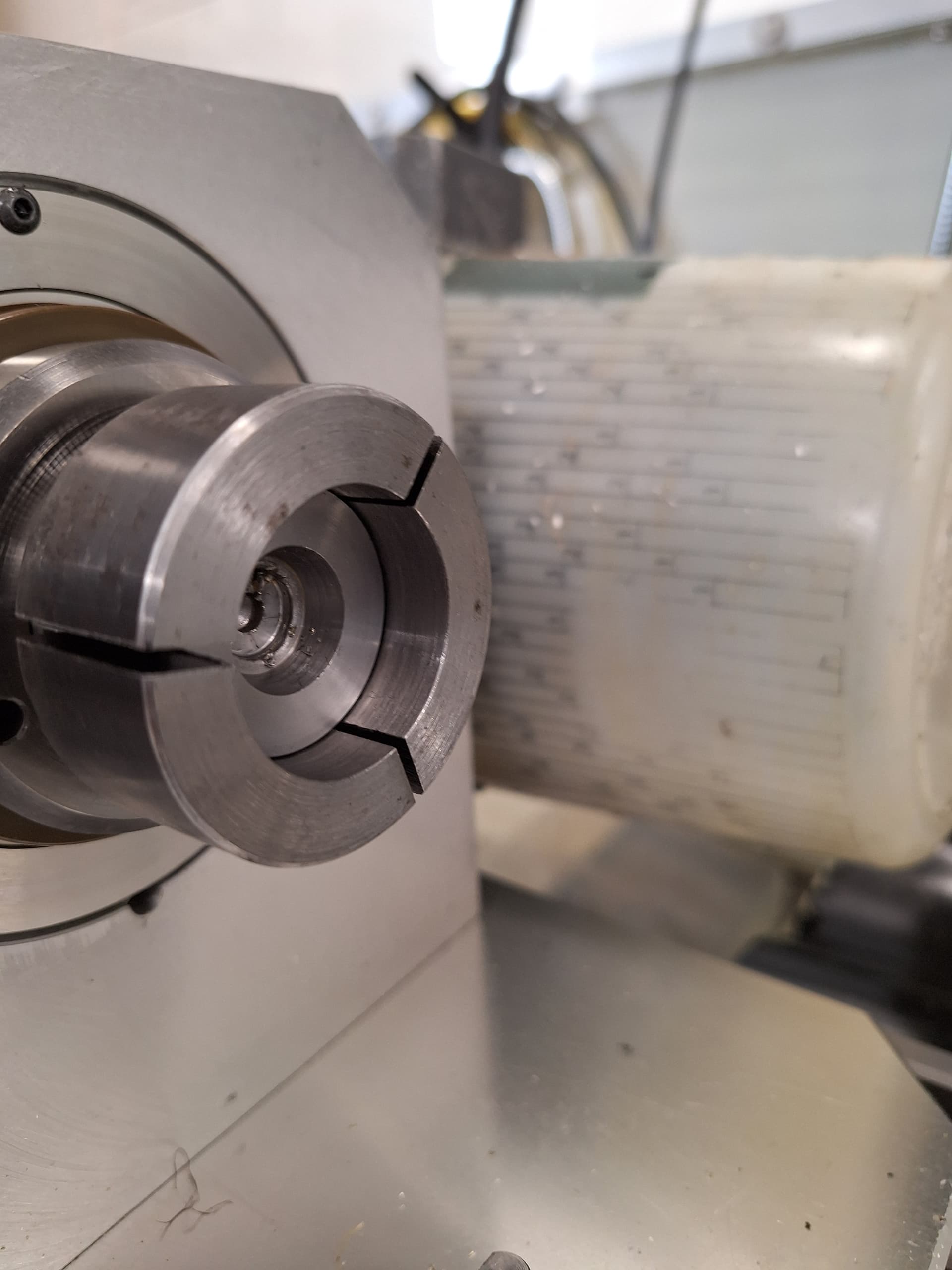
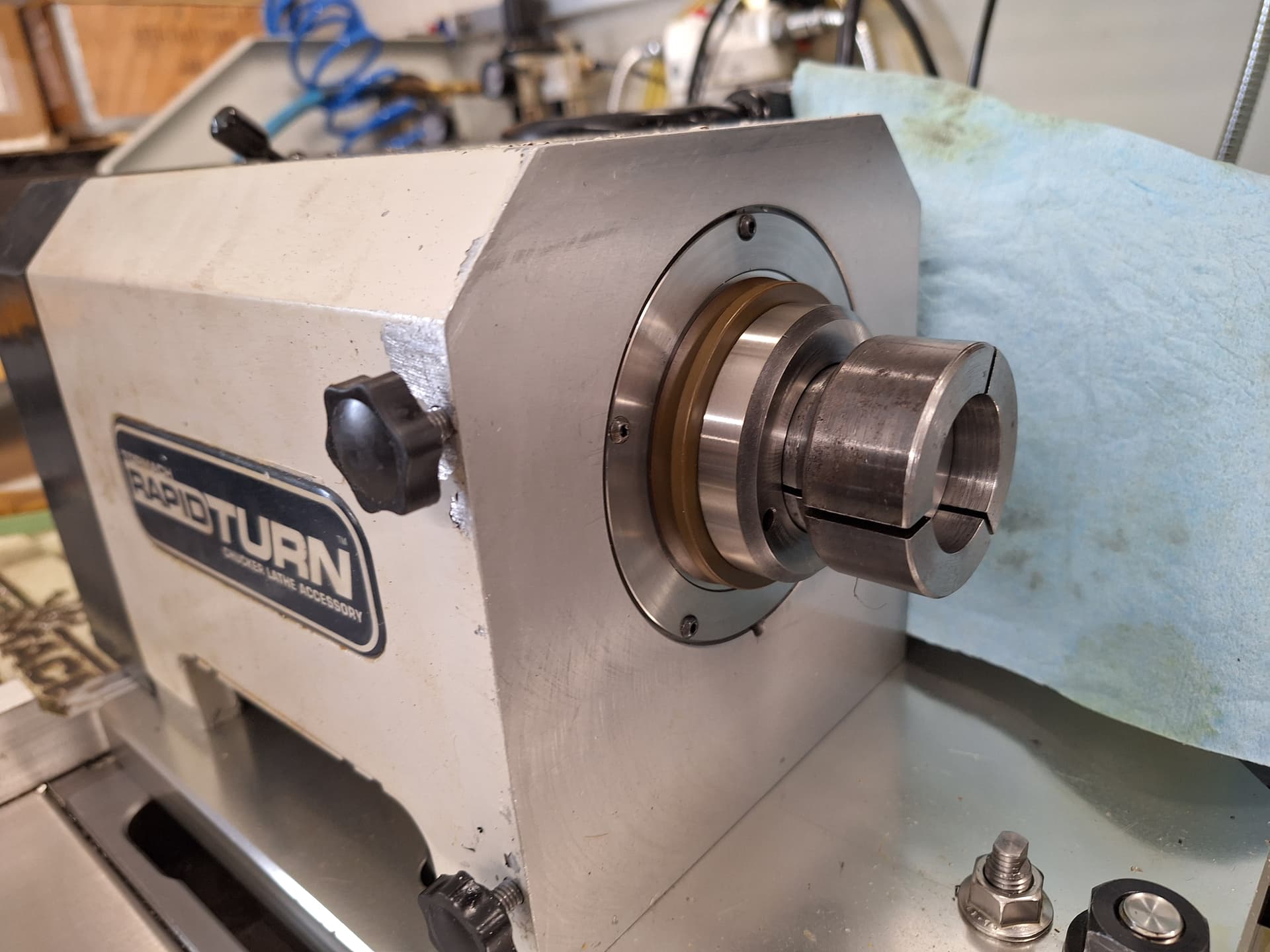
I use step collets on my RapidTurn. This is for a part from 1-1/4” stock that I do often. I added a spring loaded ejector to help with unloading and chip clearing.
I just crank the closer down to get a good bite. I have noticed wear on the taper, I think because the collets are softer than usual to allow for machining. We used really large ones at a previous employer 4-5” on a HAAS TL-1 toolroom lathe with the regular closer. My workpiece is Acetal (Delrin) and is soft but slippery. On occasion I pulla part out of the chuck when it hangs on the boring bar, often in the first few before I get my arm “calibrated”. (The RapidTurn doesn’t have a closer, it just tightens up with a tommy bar). Like any setup, you may find you have to reduce your normal feeds or DOC to stay within your grip and/or power.