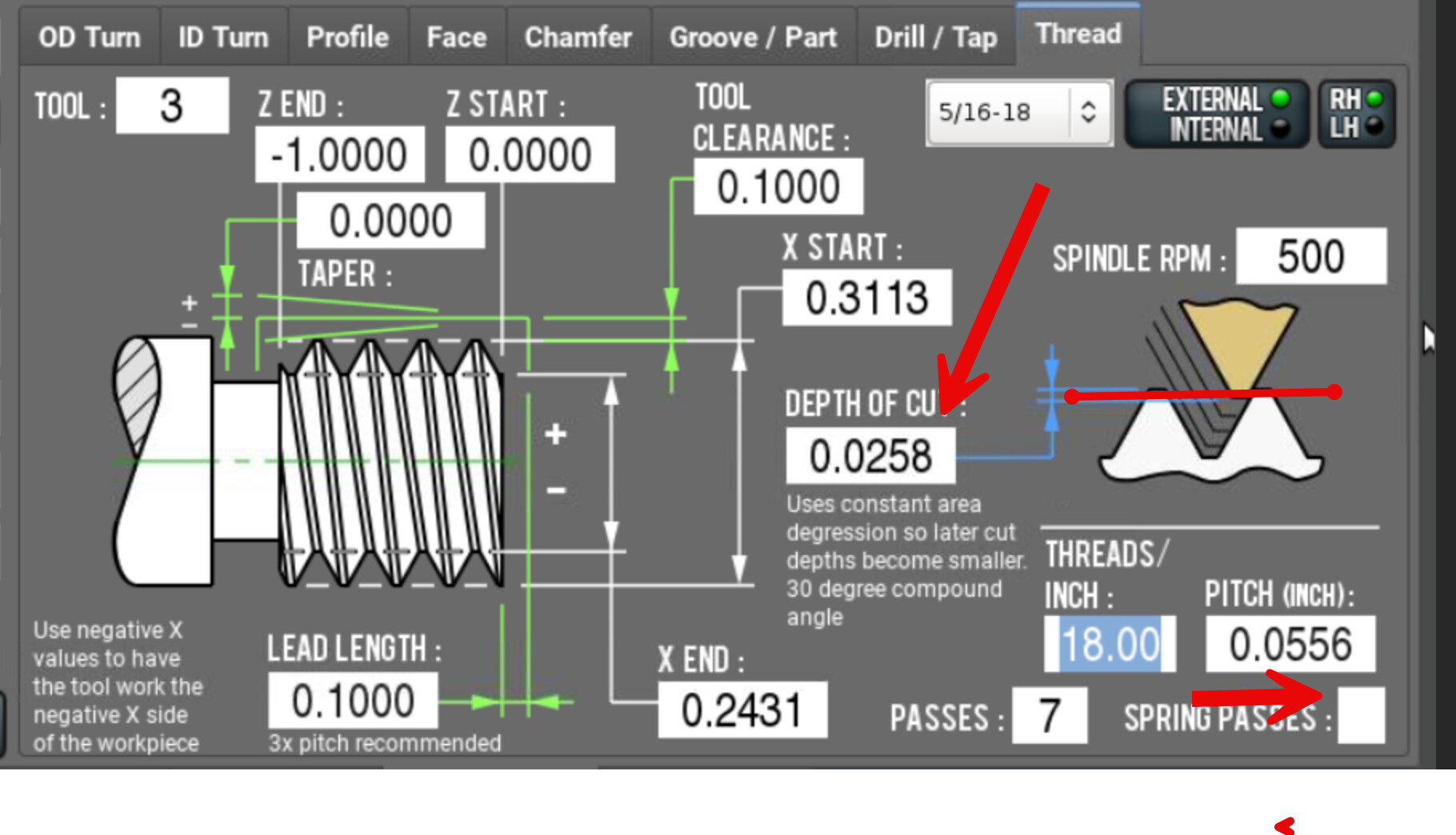
Hi all, I am just a hobbyist but I have been turning with my 15L for about a year now. In all the other operations, turning, facing, grooving, boring, etc. I am able to get the dimensions correct or at least within tolerance. When it comes to threading I have had all kinds of trouble. The most common thread I cut is 5/16-18. When I use the conversational programming, the threads always come out oversized. Because I don’t have much extra material to risk a mistake; I end up having to run a die over them to get the handle to thread on. I have tried changing/adjusting tool offsets and wear offsets, nothing brings me to the correct diameter. The handle I try to thread on just never goes. I have to be missing something. Thank you in advance.
Are you using a spring pass at the end? How far over size are you? Are you able to measure the thread with a thread mic or thread wires? I can’t understand how you can adjust depths of cut and not have your part thread on. Are you sure your Major Dia is correct? If it is can’t you just increase your depth of cut (a little at a time) in conversational until it fits?
When I get back to my lathe tonight I will try a scrap piece and see just how far off I am. I will also compare my screen with the dimensions on the screenshot you shared. thank you
It seems to me that either your major dia is too big or your depth of cut is insufficient. I’ll be interested to hear what you find.
I had the same issue for a tool I was making, wasn’t critical so I just kept cutting.
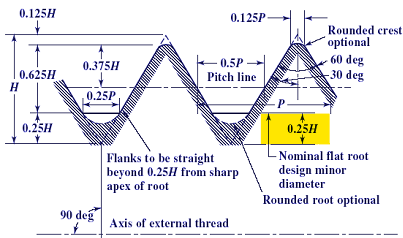
But check the tip of the threading tool. I think the width should be 0.0138” for a 18 tpi. If it’s too narrow then the rest won’t be deep enough.
Been a while since I did any threading, and I probably didn’t really know what I was doing, now I know a little more. I do remember I was pretty impressed with the way the 15L threaded. Seems to work pretty well. Lots of tolerances in threads so that makes it difficult to nail down if your trying to match a thread. The root FLAT is pretty important as I said earlier. Did a 1-8 tpi external test piece. Out of the box, my threading tool flat was about .007”, minimum for the 1-8 is like .0156”. That changes minor diam by .0074”. A lot for threads. Used basic PPilot thread template and pitch diam and minor diam was too big. That’s ok, bigger is better. Then kept reducing the “X end” or minor diam until the nut went on. Fits like a glove. I didn’t change the flat dimension, just kept cutting. So technically it isn’t right.
Single depth of thread
chrome-extension://efaidnbmnnnibpcajpcglclefindmkaj/https://www.team358.org/files/mechanical/Clausing12inLatheMakingThreads.pdf
This one gives root flat and other info.
These to websites helped.
So I basically measured OD of bolt and plugged that into the calculator. Still had to sneak up on “X end” to get things to fit. I guess once you get it dialed in, you can save the conversational for info for OD ID. I leave the thread files alone. Probably goon that up.
These are all starting points.
I have a cheap thread mic, at least I can measure change.
My two cents worth……
Could be any number of things effecting this.
I would sweep the thread insert tool holder to verify it’s at 90 degrees to the spindle and insert is on center for cutting.
If its off even a tiny amount it will skew the threads as it cuts.
Don’t know about others but this is always the cause of bad threads for me.
Edit: Forgot to mention the thread tool offsets in tool table need to be very accurate with the master tool.
If I goof with inserts on either tool and not reset tool table offsets I get problems.
How far is your material sticking out of the chuck or collet and are you supporting the far end? It’s possible the material is deflecting during the cut leaving more material behind than should be there.
Hey!
I’m having an almost similar problem with our 8L. I’m 99% sure it’s “operator error”, but I’ll make my own post rather than hijack this one. For me, it may well be a Fusion error, or the Fusion post error? Best of luck with yours!
Jason Rye
I had one of those “just can’t tweak it in” moments before eventually figuring out the thread I wanted was outside of the size range of the insert I was using. Probably not a thing for 5/16-18, but worth checking anyway.
You could try with the constant (0.6495)
(1/18) X 0.6495, this is with no flat on the insert.
Pitch X 0.6495 (0.055 X 0.6495 = 0.036
Jeff
There is a very simple explanation - you are using a single point threading insert that has a sharp 60 degree cutting point. But - thats not how threads are described or defined - so your tool stops at the correct depth, but that depth is the crest or root flat. You need to calculate or look up how deep the triangle is from the flat to the peak and go that much further. Or, use a thread specific insert.
I kind of assumed you were using good numbers.
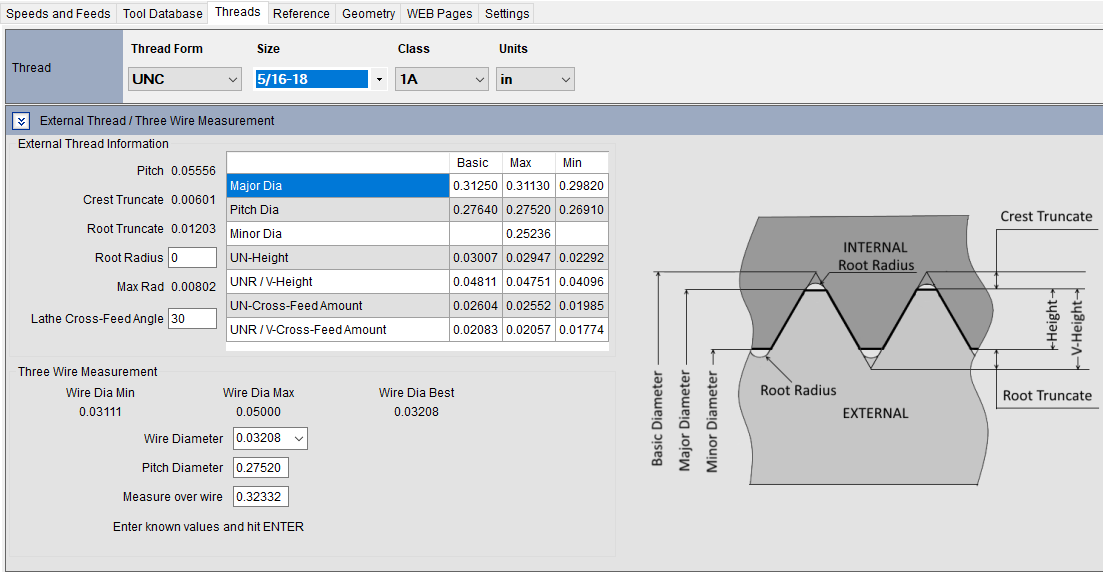
I use hsm advisor to get the working range of threads min and max numbers like shown below.
I would guess this info is widely available, I just use HSM because its a hand desktop reference for a bunch of details like this. I would find a reference for threads that you can find easy numbers like this
clip of the threading numbers I use to setup ops. major and minor with a min to max range will give you good threads every time
Oh man. I have been tied up at a trade show and been meaning to post this for a couple of days. Others have beat me to it but I will put notes on the math below in case it helps anyone in the future.
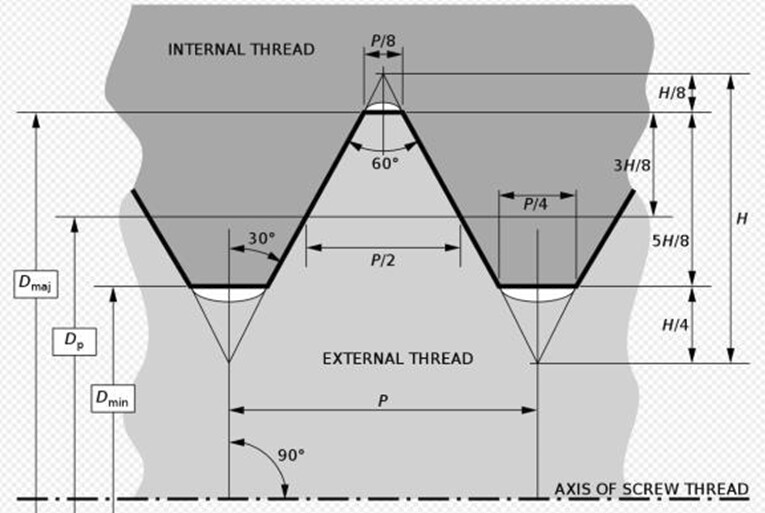
So when we are cutting external threads with an absolute point threading tool, we need to cut in an extra 1/4th of the thread height (H/4) to get the tapers in the correct spot. An internal thread would need the major diameter increased by only H/8 to get the correct thread size.
Pitch = distance between peaks = 1/(threads per inch)
External Threads:
Major diameter in PP = thread major diameter
Minor diameter in PP = thread minor diameter – (0.433*pitch)
Internal Threads:
Major diameter in PP = thread major diameter + (0.2165*pitch)
Minor diameter in PP = thread minor diameter
Those numbers work for both inch and metric threads as long as it is just a 60 degree thread. If you have threads with a different degree then you will need to do some trig to figure out what your multiplier to be. There is more information on threads here: https://en.wikipedia.org/wiki/Unified_Thread_Standard