Was shutting down our 1100MX today and wanted to remove the active tool from the spindle. I clicked the “Store Current Tool” button in the ATC tab. The air draw bar released the tool and it fell. The ATC never moved.
Is this common, or is there another command that is more reliable? Is it better to go to T0 to empty the spindle?
I haven’t found much on the forums, but in this thread, some people suggest a weak air supply. I will check, as our air comes from a building wide supply.
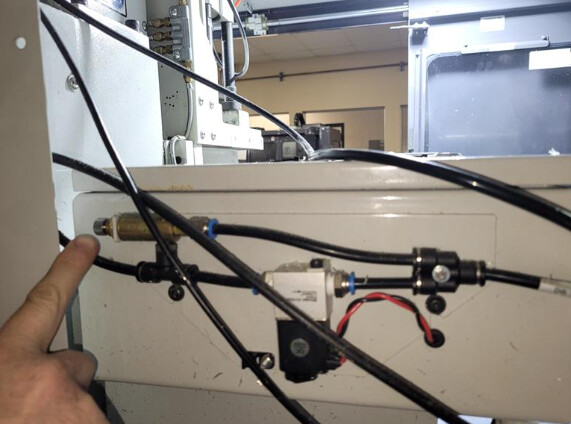
Locate this valve on the back of your machine, and turn 1/4 revolution at a time CW, and test a tool store. Put a box under your spindle to catch the tool holder you test with, just in case. Keep adjusting until the early drop ceases.
If tool changes work properly under normal circumstances, this sounds like a possible bug in whatever version you’re using, rather than a pressure issue. Store current tool has always worked for me, but to be fair, I haven’t used it in a very long time. I’m usually on the main tab so it’s faster for me to just enter 0 into the tool number and hit enter twice (once to set it, a second time to clear the “do you want to store tool ## in the atc” message).
I would try reverting to an earlier PP version and see if the issue persists. If so, definitely submit the bug report so the software team can fix it.
It seems like Sam’s suggestion helped, although I had to rotate the valve CCW two full turns.
Possibly tangentially related: now when the machine’s air is low, the machine throws a low pressure code, and the ATC tool process pauses. Previously the low air alarm did not seem to be triggering.
I feel your pain. Hopefully it only needed a band aid to be put back into rotation and isn’t terminal.
My main regulator feeds my 440 ATC 120-130psi.
In support of Ian’s assertion, I think I’ve probably had most of my ATC mishaps when I was managing tools on the ATC screen and that is probably because I don’t use it that often and don’t remember the exact behaviors for some of the buttons. If I let PP manage things and use the tool number input on the main screen, things seem to go smoothly.
Not sure if this helps – This should give an error “Speed to high” or something like that. T99 forces a max speed of 0 rpm, before the ATC stores it rotates the tool to orient the dogs, bit as speed max is Zero - halts with error.