@Kyle_D to echo and expand on what @nkowalczyk is saying, the machine operates in tool tip coordinates and your tool path doesn’t need to account for the tool holder unless you are going to have a collision. I worry that you are going to spin your wheels to make your tool library perfect only to randomly change your tools around when needed (that happens to me kind of often).
Again, it depends on the parts you are making and how detailed you need to be with your tool holder simulation, but in my experience, having the first 0.25" of the tool holder mocked up, in these scenarios, has been enough.
Here are two examples from a part I made, recently, that did have some collisions that I had to plan around. Unfortunately, I learned this in the machine but was able to shave a little Z of the stock, change up my tool path and continue on. Hey, if you aren’t making mistakes then you aren’t learning.
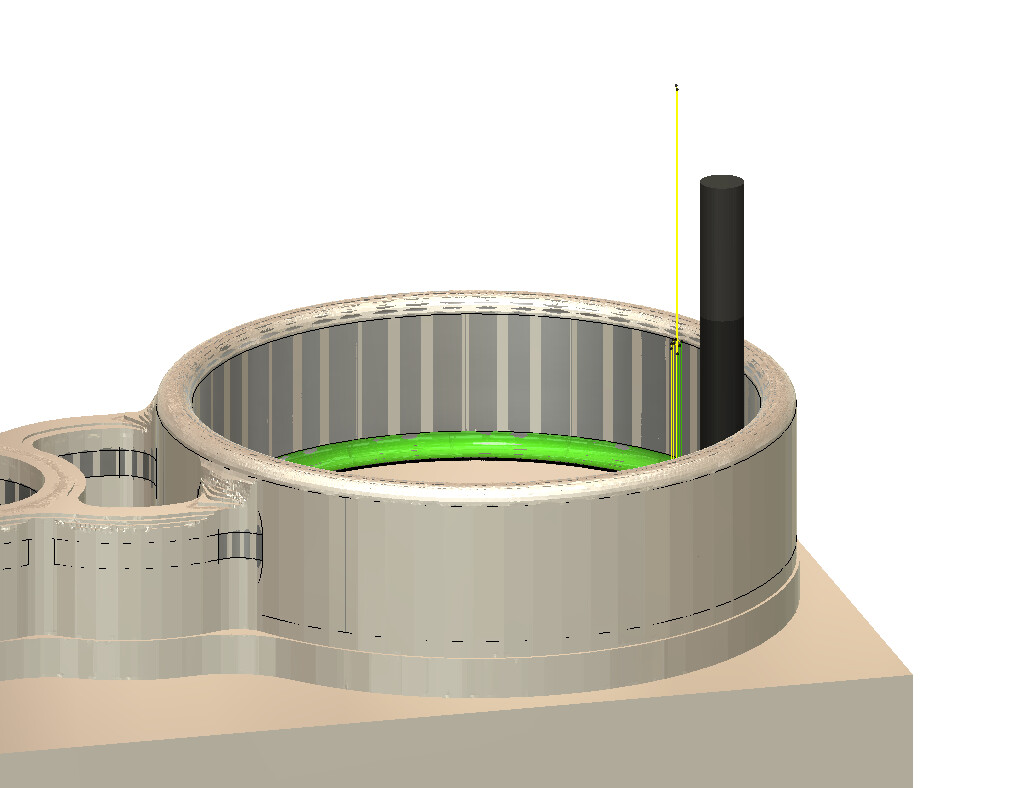
Scenario 1: no tool holder needed because the contour depth was shallower than the tool stick out.
Scenario 2: I bonked the top of the part with the collet.
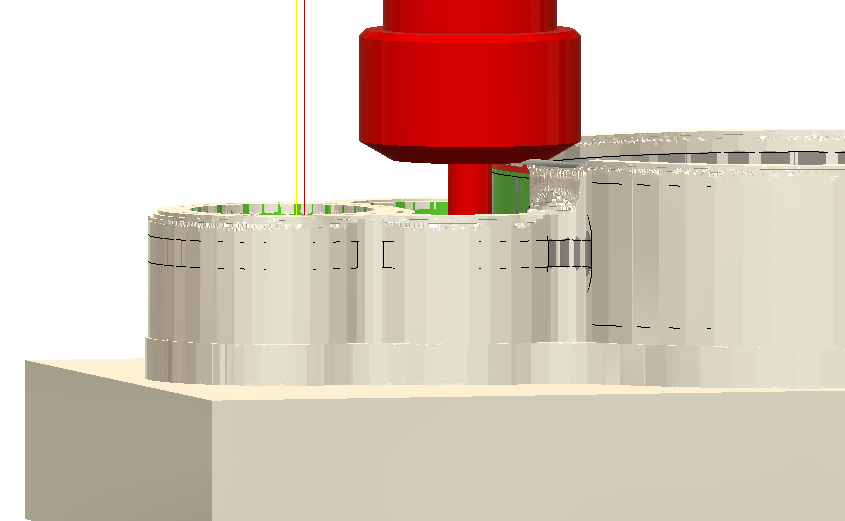
In this scenario I was able to change my tool path to not cut so deep, in other scenarios I have changed my tool holder to something with a smaller end.